

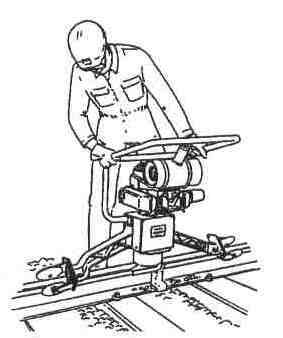
13 Грубая шлифовка
Ш
 лифуются
верх и боковые поверхности
головки
рельса при температуре ниже 350°С.
лифуются
верх и боковые поверхности
головки
рельса при температуре ниже 350°С.Температура 350 °С достигается приблизительно через - 40 минут после литья при выполнении термообработки;
- через 25 мин без термообработки
По поверхности катания возвышение металла сварного шва над рельсом должно быть 0,3...0,5 мм
14 Подготовка сварного стыка эксплуатации
Установить снятые подрельсовые и подшпальные прокладки и подкладки.
В зоне сварного стыка привести скрепления в рабочее положение

15 Окончательная шлифовка
Окончательная шлифовка выполнятся после остывания сварного шва при температуре рельса не выше 50°С
О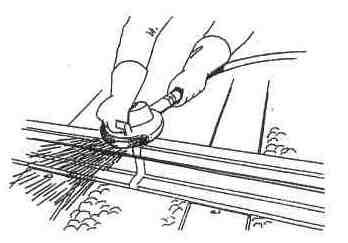 кончательной
шлифовкой устраняются сверхнормативные
неровности на поверхности катания
сварного стыка.
кончательной
шлифовкой устраняются сверхнормативные
неровности на поверхности катания
сварного стыка.
Величина неровностей определяется нормативно-технической документацией на содержание пути.
16 Заключительные работы
Устранить все остатки песка и пасты в зоне сварного стыка.
Устранить возможные неровности на сварном шве рельшлифовальной машиной
При дефектоскопировании сварного шва выполнить шлифовку боковых поверхностей подошвы рельса, которая обеспечивает качественное дефектоскопирование
17 Маркировка сварного шва
По обе стороны сварного шва с обеих сторон рельса на расстоянии 10 см белой несмываемой краской наносятся полосы шириной 20 мм.
На шейке рельса с внутренней стороны стороны колеи белой несмываемой краской выполняется маркировка сварного шва.
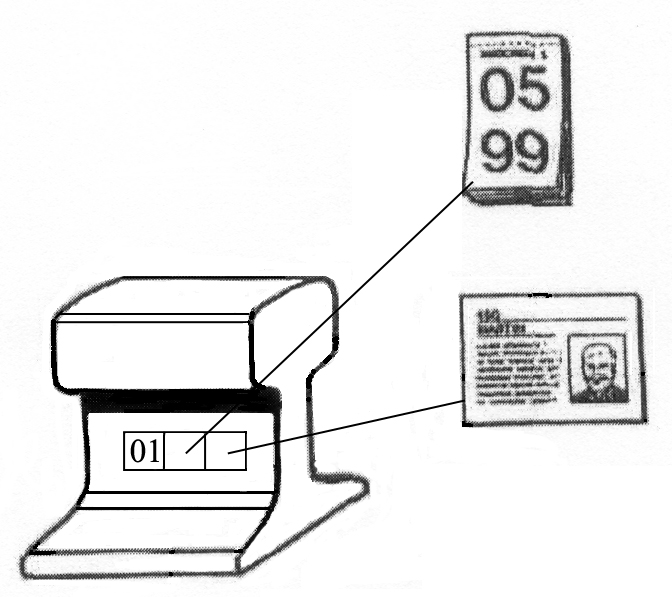
При маркировке указывается:
Номер стыка
Номер удостоверения сварщика
Месяц и год проведения сварки
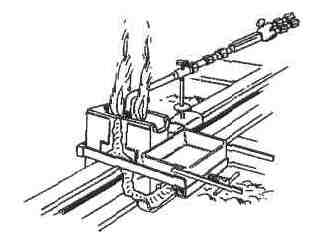
18 Оборудование для сварки



№ |
Название |
Код по каталогу |
№ |
Название |
Код по каталогу |
1 |
Боковые рамы формы |
82027210 |
6 |
Тигель однократного приме- нения |
83450 111 |
2 |
Нижняя металлическая полка рамы формы |
82180201 |
7 |
Захват для снятия тигля однократного применения |
82631410 |
3 |
Тиски |
82250260 |
8 |
Кювета для шлака |
83432920 |
4 |
Уплотнительная паста ведро 10 кг |
83661130 |
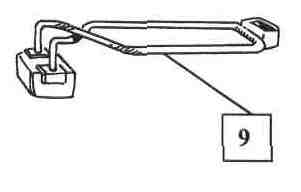
9 |
Клещи для установки мостика формы |
83432920 |
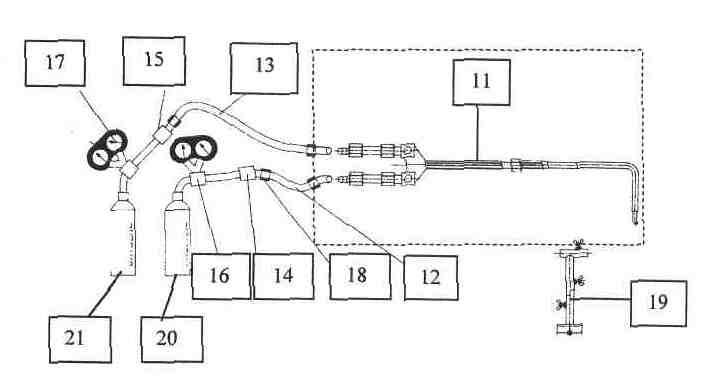
19 Оборудование для подогрева

№ |
Название |
Код по каталогу |
|
|
|
|
11 |
Сопло Рельтех |
11231007 |
|
16 |
Пропановый редуктор с манометрами |
48102016 |
12 |
Пропановый шланг 10м |
39960003 |
|
17 |
Кислородный редуктор с манометрами |
48102015 |
13 |
Кислородный шланг 10 м |
39960006 |
|
18 |
Затяжное кольцо |
48301073 |
14 |
Предохранитель против обратного пламени (пропан) |
48302028 |
|
19 |
Подставка сопла |
11234004 |
15 |
Предохранител против об- ратного пламени (кислород) |
48302029 |
|
20 |
Пропановый баллон |
|
|
|
|
|
21 |
Кислородный баллон |
|