

8 Удаление кюветы для шлака
Сразу после снятия тигля отломить затвердевший поток шлака между формой и кюветой для шлака.
Если этого не сделать, шлак может разорвать уплотнение из пасты или саму форму, что приведет к выливанию ещё не затвердевшего расплава из формы
Удалить кювету
Не разрешается
Внимание!:
Кювету для шлака не 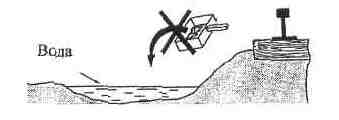 разрешается
снимать раньше, чем содержимое кюветы
не затвердеет. Ее содержимое никогда
не выкладывать на мокрую или замёрзшую
землю и в воду, ни на шпалы и другие
элементы пути. Лучше всего уложить
затвердевший расплав в металлический
поддон или металлическую бочку, заранее
подготовленные возле места сварки.
разрешается
снимать раньше, чем содержимое кюветы
не затвердеет. Ее содержимое никогда
не выкладывать на мокрую или замёрзшую
землю и в воду, ни на шпалы и другие
элементы пути. Лучше всего уложить
затвердевший расплав в металлический
поддон или металлическую бочку, заранее
подготовленные возле места сварки.
9 Удаление формы
Ч
 ерез
3
минуты после окончания литья снять
нижнюю металлическую полкуи и боковые
рамы формы.
ерез
3
минуты после окончания литья снять
нижнюю металлическую полкуи и боковые
рамы формы.Удалить части формы через 5,5 минут после литья.
С помощью зубила отрубить в горячем состоянии верхнюю часть формы.
Внимание!: Не удалять форму пока сталь не затвердеет.
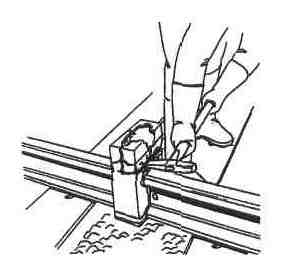
10 Обрезка
Не обрубать металл зубилом по сварочному шву!
Обязательно использование обрезного прибора - гратоснимателя, с помощью которого достигается наилучшее качество профиля сварного шва.
До начала сварки выполняется настройка гратоснимателя в рабочее положение.
- Режущая кромка ножа должна возвышаться 1.5...2,0 мм мм над головкой рельса;
- При смыкании ножей зазор между их режущими кромками должен быть 1 мм;
- Зазор между боковыми поверхностями головки рельсов и опорными плоскостями гратоснимателя должен быть 1,0...1,5 мм
Очистить песок и остатки металла с помощью металлической щётки.
Установить гратосниматель на рельсе
Выполнить обрезку металла сварного шва
Обрезка выполняется после затвердевания металла не позже чем через 6 минут после окончания литья,
Быстро снять гратосниматель после выполнения операции.
11 Устранение литников
Стержнеобразные литники устраняются с помощью специального зубила и молотка или углошлифовальной машиной.
Эту операцию надо выполнить без промедления, так как работа с остывшим металлом затруднена.
При обрубке литников необходимо:
Надрубить литники.
Отломить литники.
При предъявлении повышенных требований к прочностым свойствам сварного шва выполняется

12 Термическая обработка
Сразу после устранения литников надо особенно тщательно очистить поверхность сварного шва от песка.
После очистки установить и закрепить на рельсе оборудование для термообработки.
Дать остыть шву 17 минут после окончания литья (температура шва не выше 450°С).
Через 17 минут после окончания литья зажечь пламя горелки.
Давление газов во время проведения термообработки:
кислород 1,1 бар
пропан 0,3 бар
Продолжительность подогрева подошвы рельса – 17...25 мин. Время подогрева определяется исходя из атмосферной температуры и состоянию газовой смеси.
После термообработки закрыть вентили пропанового и кислородного баллонов и снять оборудование для термообработки.
