

4 Закрепление и уплотнение формы
4.1 Подготовка и уплотнение дна формы
Уложить валик уплотнительной пасты в углубления по обеим сторонам дна формы и выровнять пасту.
П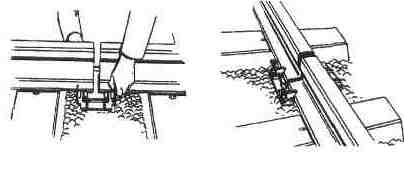 аста
не должна попадать на рабочую поверхность
дна формы!
аста
не должна попадать на рабочую поверхность
дна формы!
Положить дно формы на нижнюю металлическую полку рамы. Проверить плотность прилегания.
Установить и проверить положение полки рамы формы под рельсами. Затем от руки затянуть крепежные винты. Середина полки должна находиться по вертикальной оси зазора.
После закрепления полки проверяется положение концов рельсов и при неоходимости выполняется его корректировка выравниванием ( см. раздел 2)
4 .2 Прикрепление формы
Вложить каждую половину песчаной формы в боковые рамы формы.
Н
 адвинуть
одну полуформу на рельсы (на
стыке
адвинуть
одну полуформу на рельсы (на
стыке
центрировать по верху и низу рельса по песчаному дну
формы). Придерживать половину формы в этом положении рукой.
Также надвинуть вторую полуформу на рельсы в зоне стыка. Обе половины формы должны находится строго напротив друг друга.
В пределы сварочной формы и уплотнительных швов не должны входить отверстия в рельсе!
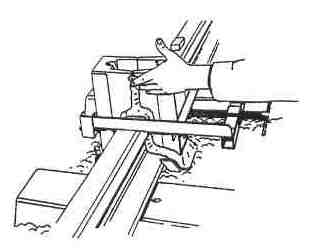
Притереть стыковые поверхности полуформ под профиль рельса. Песок удалить.
Окончить подготовку и центрирование обеих половин формы.
Осторожно подвинчивать тиски формы, чтобы песчаные полуформы не треснули!
Рекомендуется прикрыть верх формы перед последующими операциями картоном.
4 .3 Уплотнение формы
Промазать пастой щели между элементами формы
Установить кювету для шлака у формы
Промазать пастой щель между кюветой и формой
Выровнять уплотнительную пасту

5 Подогрев
Хорошо
выполненный подогрев имеет большое
влияние на долговечность сварного
стыка. Поэтому должны строго выполняться
следующие технологические операции.
При подогреве удаляется влага из формы и повышается температура стыкуемых концов рельсов. Правильным подогревом обеспечиваются начальные характеристики процесса сварки.
5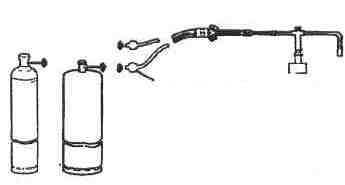 .1
Требуется: 1 кислородный баллон
.1
Требуется: 1 кислородный баллон
1 пропановый баллон
горелка с держателем и обратным клапаном
редуктор давления кислорода с манометром
редуктор давления пропана с манометром
кислородный шланг 10/17 мм длиной 10 м
пропановый шланг 10/17 мм длиной 10 м
5.2 Установка горелки для подогрева
У
 бедиться,
что кислородный
и пропановый баллоны
достаточно
полны для проведения
всей операции
подогрева.
бедиться,
что кислородный
и пропановый баллоны
достаточно
полны для проведения
всей операции
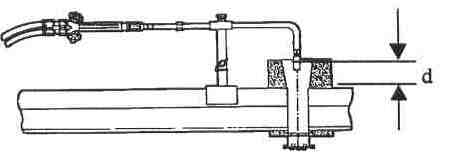
подогрева.Расстояние (d) между соплом горелки и верхом головки рельса должно быть - 50 мм
4,2 0,7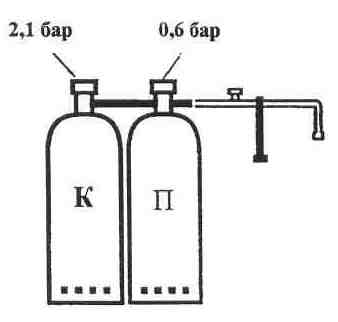
пропан в пределах 0,4…0,7 бар
Величина давления определяется по показаниям манометров редукторов давления газовых баллонов при полностью открытых вентилях горелки.
При отклонении характеристик шлангов (длина, диаметр) на горелку ставятся дополнительные манометры. Манометры на горелке являются контрольными!
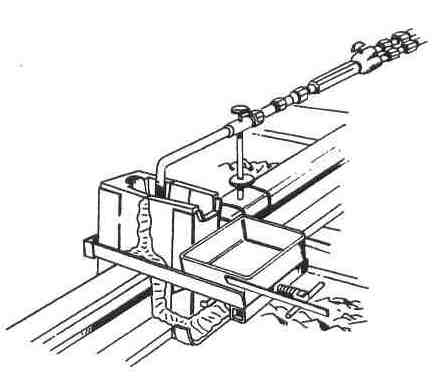 Предварительно
закрепить горелку на держатель над
формой. Сопло горелки установить по
центру формы.
Предварительно
закрепить горелку на держатель над
формой. Сопло горелки установить по
центру формы.Снять горелку с держателя.