

10 Обрезка
Надо остеречься обрезки сварки зубилом.
Р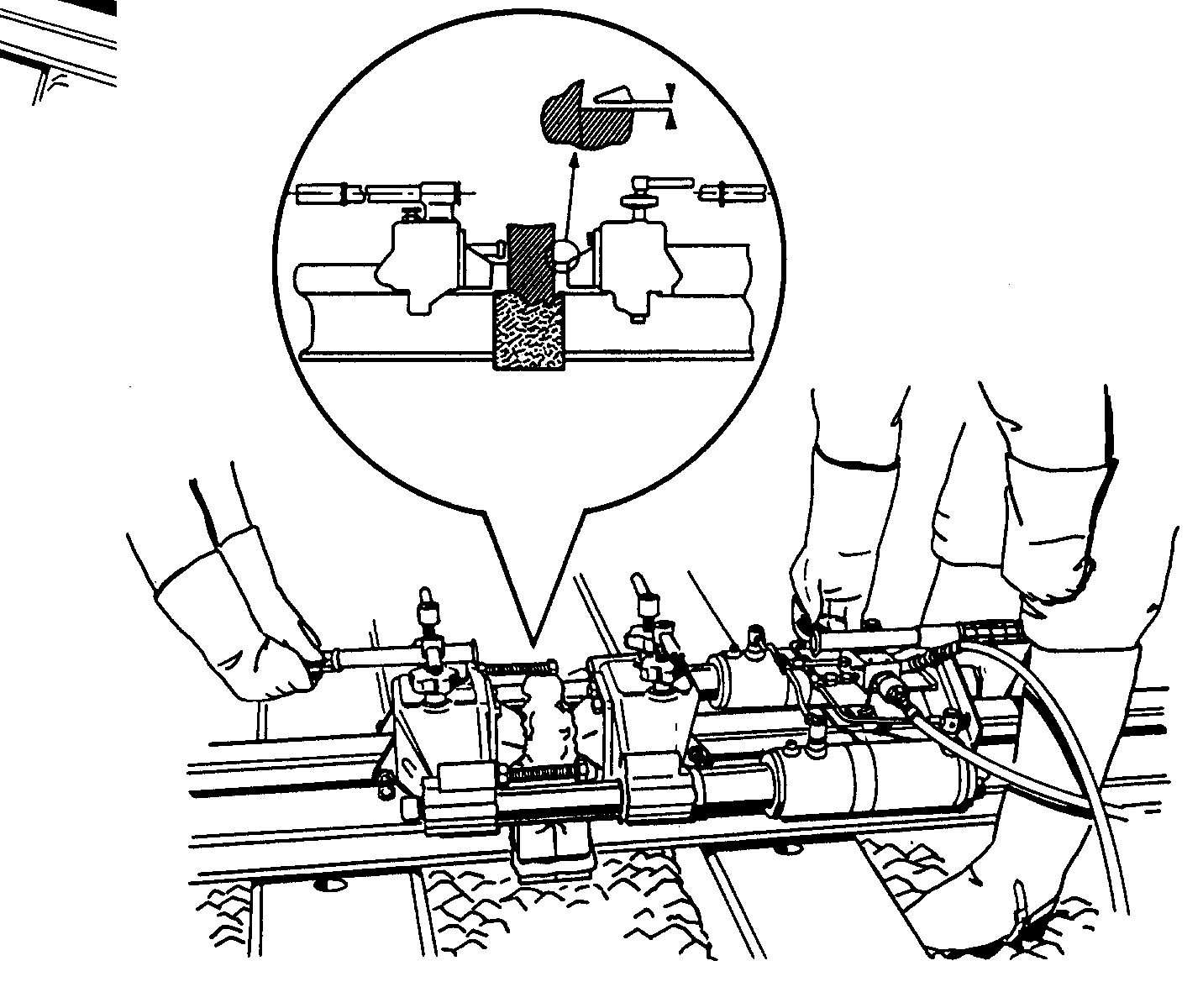
 еколмендуется
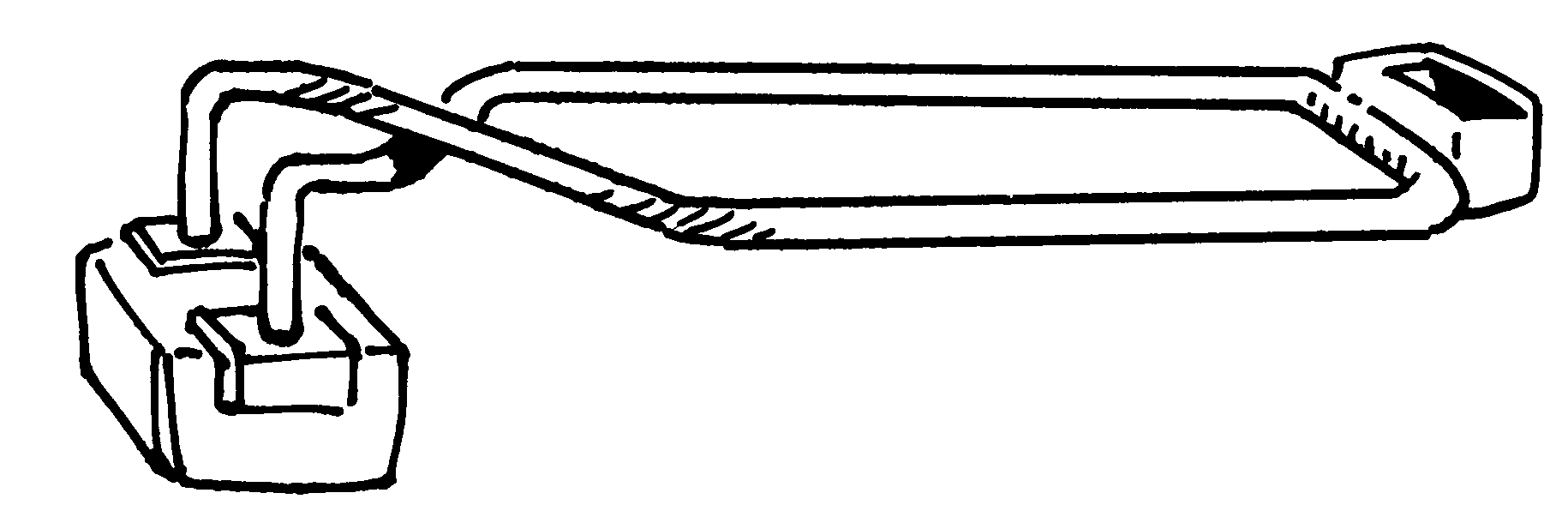
использовать обрезным прибором,
гратоснимателем, с помощю которого
возможно достигнуть высшего качества
профиля сварки. Режущая кромка ножа
должна быть наставена минимально 3 мм
над головкой рельса.
еколмендуется
использовать обрезным прибором,
гратоснимателем, с помощю которого
возможно достигнуть высшего качества
профиля сварки. Режущая кромка ножа
должна быть наставена минимально 3 мм
над головкой рельса.
Эту операцию надо провести, когда сварной шев достаточно затвердевший, но ещё не холодный, приблизительно 6 минут после литья.
Очистить песок и остаток металла с помощю металлической щётки.
Насадит обрезный прибор на рельс.
Устранить гратосниматель быстро после обрезки.
11 Устранение прибыля
С
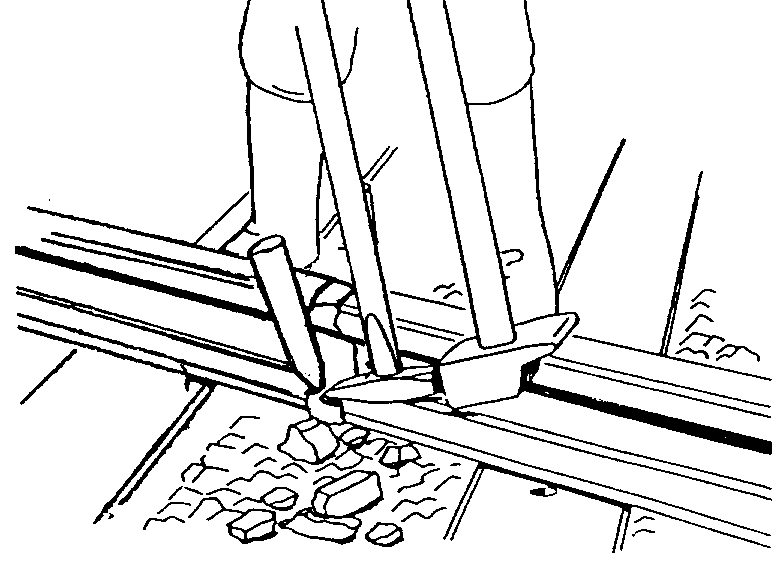 тержнеобразные
прибыли устранить с помощю специяльного
зубила и молота во двох шагах:
тержнеобразные
прибыли устранить с помощю специяльного
зубила и молота во двох шагах:Надрубить прибыли, когда сталь ещё мягкая, чтобы сделать надруб. Эту операцию надо сделать очень быстро после литья, так как работа с холодной сталбю очень трудная.
Устранить (отломить) стержнеобразные прибыли.
12 Термообработка
После устранеия прибилей надо безотлагательно очистить поверхность сварного шва от песка. Очистку надо сделать очень старательно, чтобы устранить максиум песка со сварного шва.
После очистки насадить и прикреплить на рельсь оборудование для термообработки.
Охолоднение оставить до 17 минут после окончения литья (температура шва приблизительно 450С).
17 минут после окончения литья зажеть пламя оборудования для термообработки.
Давление газов во время подгревания термообработки:
кислород 1,1 бар (16 PSI)
пропан 0,3 бар (4,4 PSI)
После 20 минут подгревания термообработки (37 минут после окончения литья) закрыть пропаный и кислородный вентил и снять оборудование для термообработки.
13 Грубая шлифовка
Ш
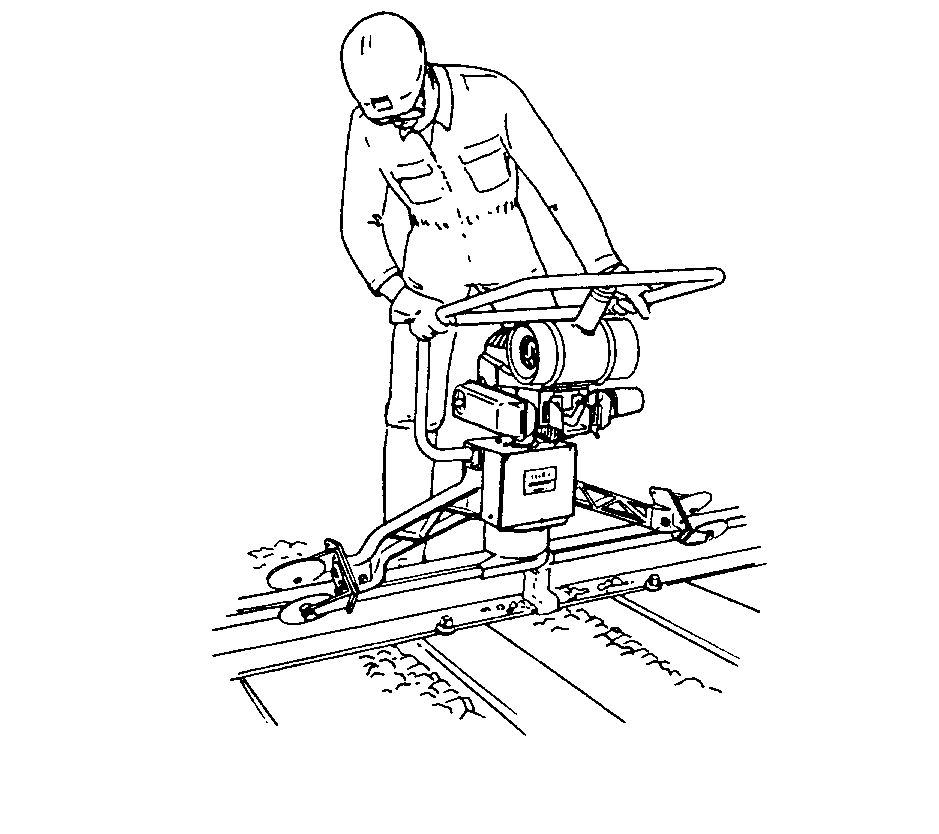 лифовать
верх и боковую поверхность головки
рельса.
лифовать
верх и боковую поверхность головки
рельса.
Никакие избитки металла толщиной больше 0,5 мм не возможно оставить на верху и боковой поверхности головки рельса.
Температуры 350 оС достигнутся в приблизительно 25 минутах после литья.
14 Окончательные работы
О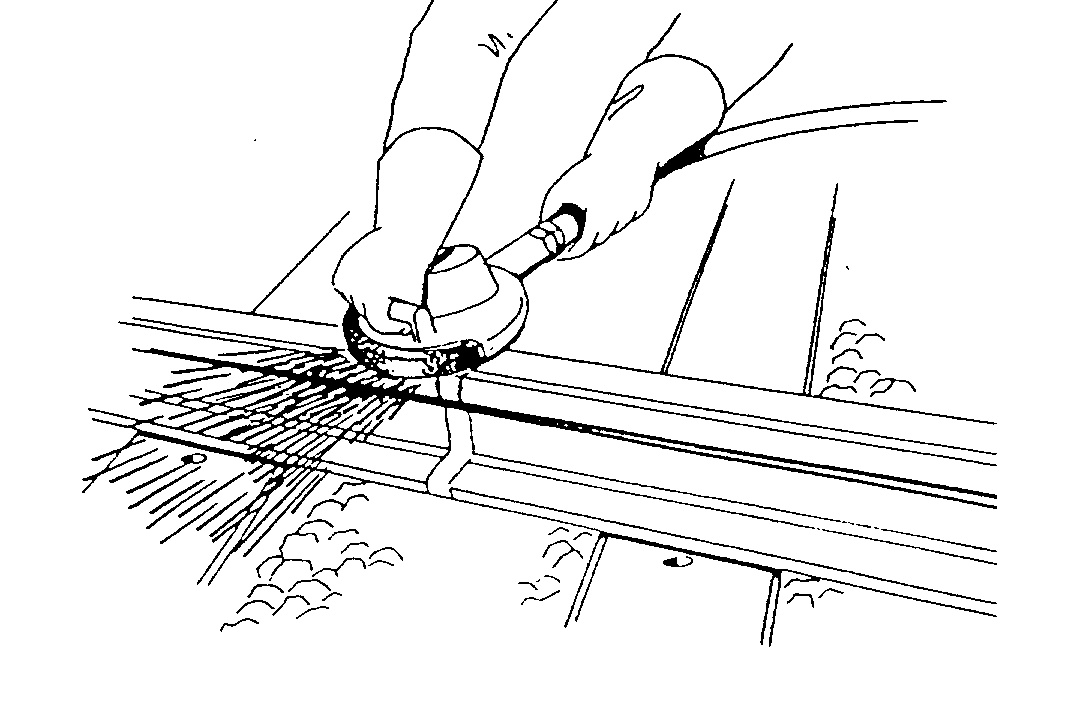 кончительной
шлифовкой устраняюсь все геометрические
неровности поверхности сварки.
кончительной
шлифовкой устраняюсь все геометрические
неровности поверхности сварки.
Окончительная шлифовка исполнятся после проезда несколько подвижных составов.
15 Очистка
Устранить все остатки песка и пасты.
Устранить все крупности поверхности с помощю шлифовального круга.
Шлифовка стержнеобразных прибыл.
16 Маркировка
М
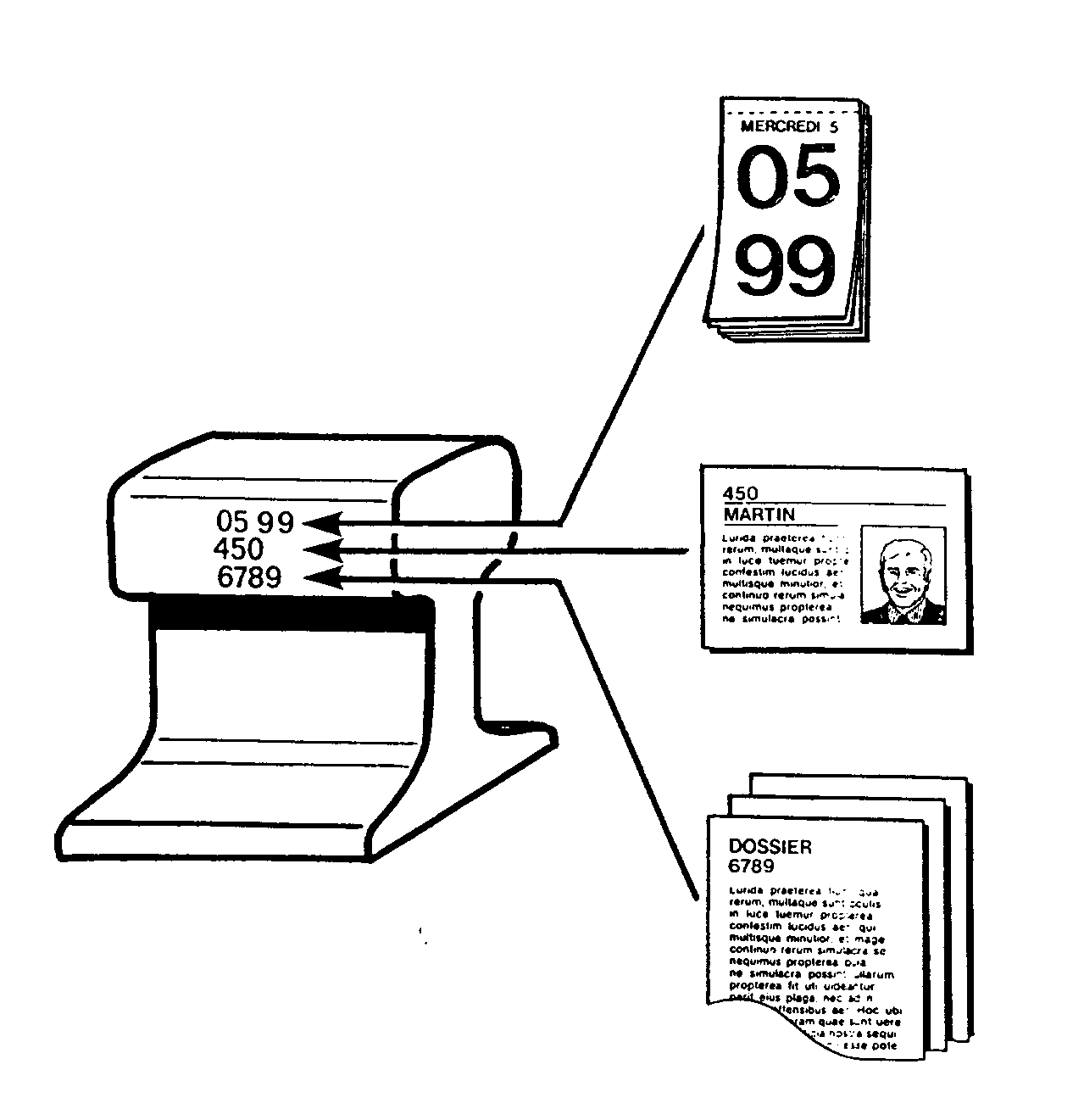 аркировать
чеканкой цифр 8 - 10 мм высоких, которые
находятя на боковой поверхности головки
рельса снаружи пути.
аркировать
чеканкой цифр 8 - 10 мм высоких, которые
находятя на боковой поверхности головки
рельса снаружи пути.
Эта маркировка значит:
Месяц изготовления сварки (1 - 12)
Две последние цифри года сварки
Номер удостоверения сварщика
Номер сварки (если такая нумерация введена)
17 Оборудование для произведения сварки
4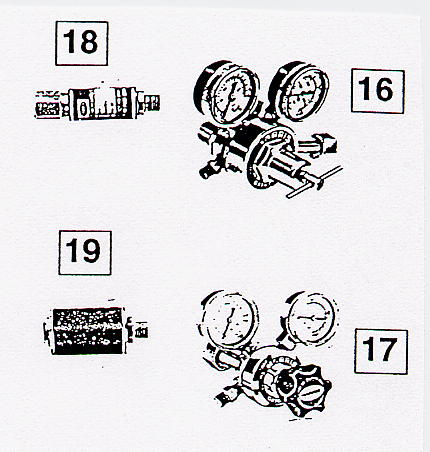
6
8
11


9
13
1
2
3
4
5
12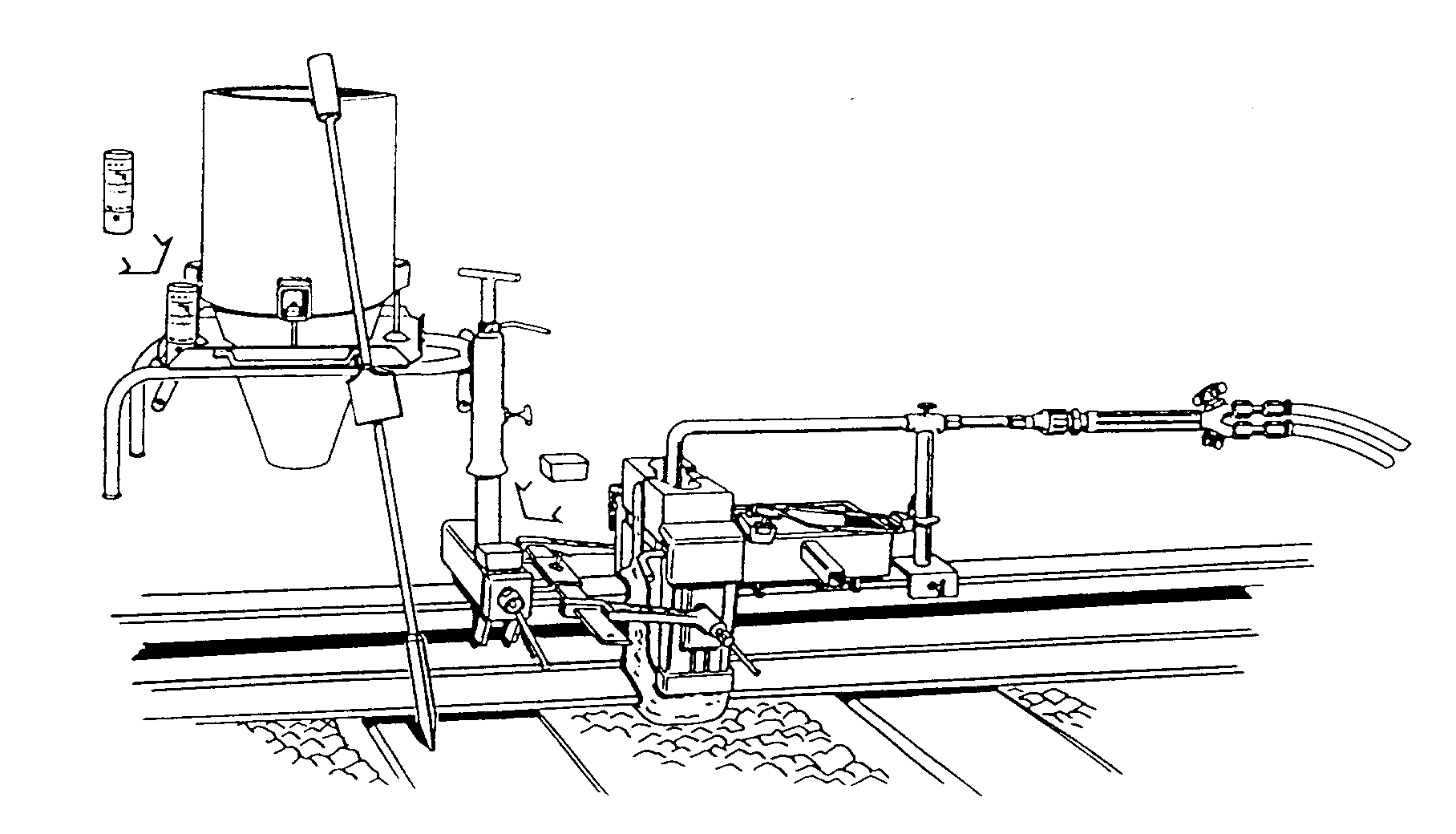





№ Название Код по кат.
1 Боки рамы формы 83200001
2 Нижняя металлическая доска рамы формы 83100002
3 Тиски 81250700
4 Уплотнительная паста 10 кг 83661130
5 Нормальный тигель 81422010
6 Кожух тигля 81450420
7 Крышка на тигель 81422520
8 Подпорная доска тигля 81322310
9 Поворотная подставка для
тигля 81311260
10 Кювета для шлака 81532010
11 Инструмент для вложения автоматической пробки 81431710
12 Клеще для мостка формы 83432920
№ Название Код по кат.
13 Сопло с 22 отверстиями
с подставкой 11231003
14 Пропанный шланг 10 м 39960003
15 Кислородный шланг 10 м 39960006
16 Восстановление
давления пропана 48102016
17 Восстановление
давления кислорода 48102015
18 Предохранител против
обратному пламю (пропан) 48302028
19 Предохранител против
обратному пламю
(кислород) 48302029
20 Кислородный баллон
21 Пропанный баллон
RAILTECH SLAVJANA, Groupe Delachaux, Jankovcova 18 , 170 37 Praha 7, République Tchèque
tel: : +420 283 871 853 , +420 220 801 632, +420 283 87т2 347 fax: +420 283 871 853 , +420 220 801 632