

RAILTECH INTERNATIONAL
Справочник № 121т - Выпуск
10.06.02 - стр.
![]()
Для алюминотермической сварки процесс „pla“ с термообработкой
25
ЗАЗОР


УПЛОТНИТЕЛЬНАЯ ПАСТА

КИСЛОРОД-ПРОПАН

![]()
НОРМАЛЬНЫЙ ТИГЕЛЬ
Содержание
Стр.
1 Подготовка стыка к сварке 3
2 Выровнание стыка 3
3 Набор для сварки 4
4 Прикрепление и уплотнение формы 4
5 Подогревание 6
6 Нормалный тигель 8
7 Литьё 8
8 Устранение кюветы для шлака 10
9 Отформирование 10
10 Обрезка 11
11 Устранение прибыля 11
12 Термообработка 11
13 Грубая шлифовка 12
14 Окончательные работы 12
15 Очистка 12
16 Маркировка 13
17 Оборудование для произведения сварки 14
Введение
Этот справочник хочет помочь сварщикам и обществам, которые производят, организуют и контролируют сварку.
Этот справочник однако незаменяет специальные документы железной дороги, которие касаются сварки рельсов и рабочих операций.
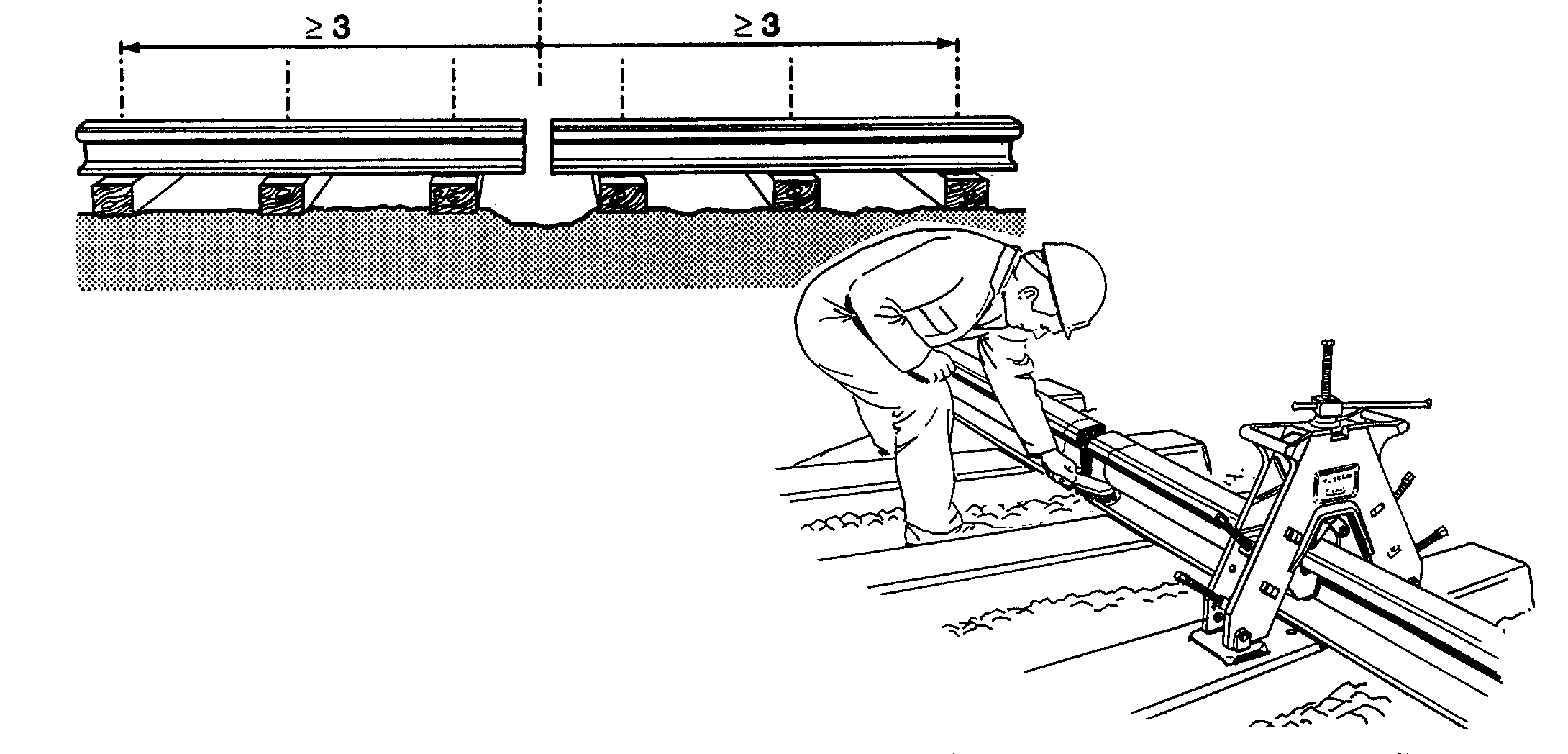
1 Кривая Подготовка стыка к сварке
Д
прямая
6 6
емонтировать скрепление рельсов на обе стороны от стыка
на 3 шпалах в прямой
на 6 шпалах в крывой
Очистить концы рельсов от жира и масла и вычистить щёткой от ржавчины.
Проверить форму и размер рельса и отметить отклонения.
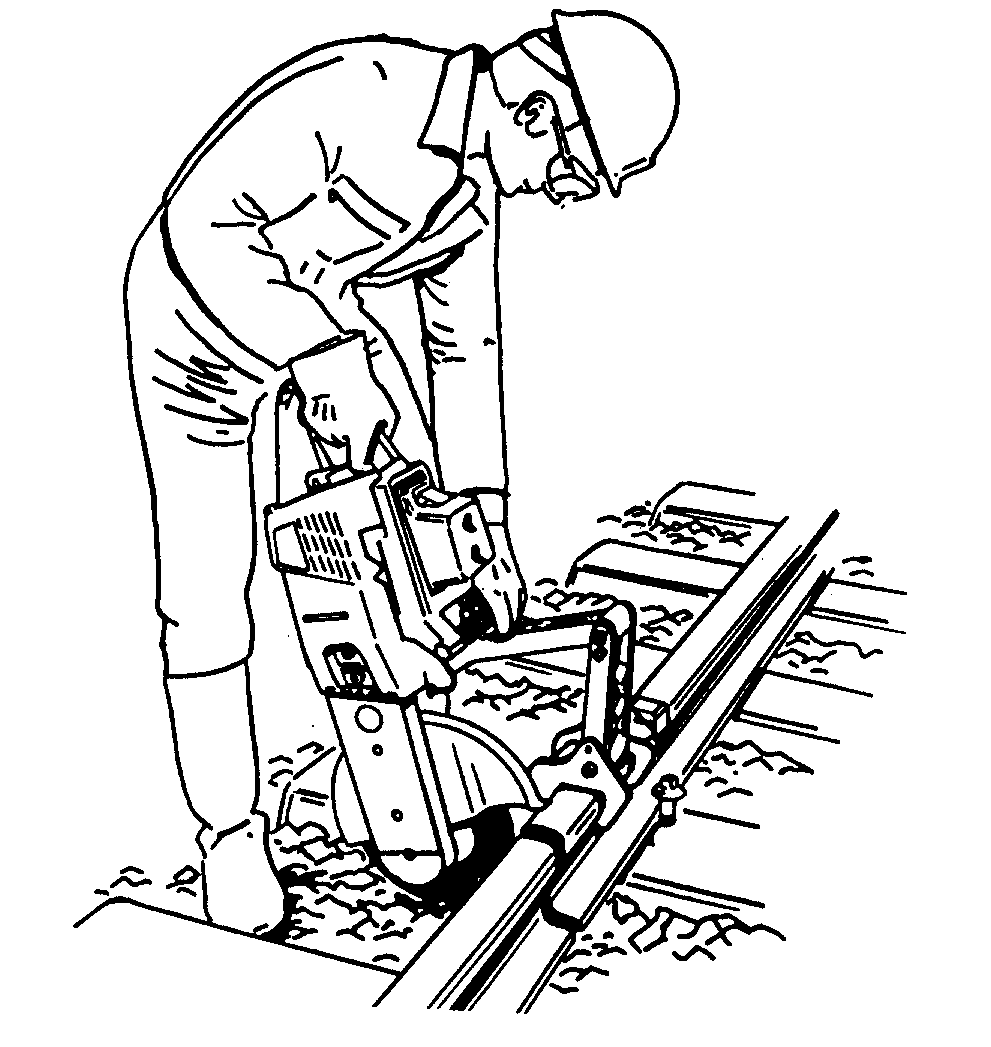
2 Выровнание стыка
З калибр азор для сварки
Зазор : 25 2 мм
Четыре измерения 1-2-3-4 должны иметь допуск с 23 до 27 мм.
К
25
2
 огда
рельс разрезан в два раза то разница
между обоими плоскостями разреза не
должна быть больше чем 1 мм.
огда
рельс разрезан в два раза то разница
между обоими плоскостями разреза не
должна быть больше чем 1 мм.
Чтобы получить такой зазор, рекомендуется использовать пилой для абразивной резки. Нужно отрезать концы рельсов по огневой резке.
Осторожно! Строго соблюдать правила безопасности при работе с пилой для абразивной резки.
С
Лекальная линейка
Г оризонтальное выравнивание
П
Измерение приблизительно 50 мм
от
конца лекальной линейки
Неразрешается просадка стыка.
Н Лекальная линейка аправление рельсов
Н
 аправление
внутренней стороны обоих рельсов, на
внутренней стороне колеи.
аправление
внутренней стороны обоих рельсов, на
внутренней стороне колеи.
Отметка: в кривых с радиусом 500 м использовать комплект контрольных шайб.
К ручение рельсов
Уклонение рельсов надо старательно контролироват
внутренную поверхность головки рельса (1)
нижную часть шейки рельса (2)
3 Набор для сварки
Д
2 x 1/2 формы
Пример паспортной таблицы:
порция
керамическое
дно формы
Рельс Процесс
мостик
автоматическая
пробка
и окись магния
Шихта Процесс Зазор Степень
25 JAN 02 VS001
Дата Партия