

Волочение
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Схема волочения представлена на рис.8.15.
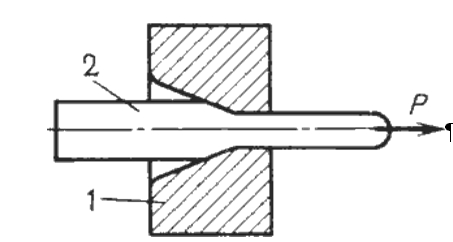
Рис.8.15. Схема волочения
Волочение применяют также для калибровки сечения и повышения качества поверхности обрабатываемых изделий. Волочение чаще выполняют при комнатной температуре.
Основной инструмент при волочении – волоки различной конструкции. Волока работает в сложных условиях: большое напряжение сочетается с износом при протягивании, поэтому их изготавливают из твердых сплавов. Для получения особо точных профилей волоки изготавливают из алмаза. Конструкция инструмента представлена на рис. 8.16.
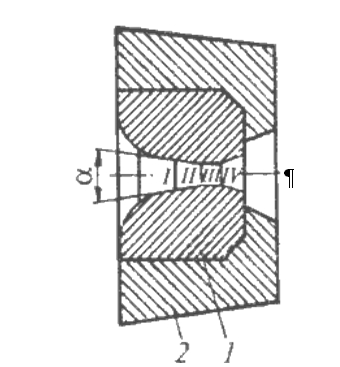
Рис.8.16. Общий вид волоки
Волока 1 закрепляется в обойме 2. Волоки имеют сложную конфигурацию, ее составными частями являются: заборная часть I, включающая входной конус и смазочную часть; деформирующая часть II с углом в вершине (6…18 0 – для прутков, 10…24 0 – для труб); цилиндрический калибрующий поясок III длиной 0,4…1 мм; выходной конус IV.
Технологический процесс волочения включает операции:
предварительный отжиг заготовок для получения мелкозернистой структуры металла и повышения его пластичности;
травление заготовок в подогретом растворе серной кислоты для удаления окалины с последующей промывкой, после удаления окалины на поверхность наносят подсмазочный слой путем омеднения, фосфотирования, известкования, к слою хорошо прилипает смазка и коэффициент трения значительно снижается;
волочение, заготовку последовательно протягивают через ряд постепенно уменьшающихся отверстий;
отжиг для устранения наклепа: после 70…85 % обжатия для стали и 99 % обжатия для цветных металлов ;
отделка готовой продукции (обрезка концов, правка, резка на мерные длины и др.)
Процесс волочения характеризуется параметрами: коэффициентом вытяжки и степенью деформации.
Коэффициент вытяжки определяется отношением конечной и начальной длины или начальной и конечной площади поперечного сечения

Степень деформации определяется по формуле:
Обычно за один
проход коэффициент вытяжки
не
превышает 1,3, а степень деформации
![]() –
30 %. При необходимости получить большую
величину деформации производят
многократное волочение.
–
30 %. При необходимости получить большую
величину деформации производят
многократное волочение.
Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного) металла осуществляется или многократными ударами молота или однократным давлением пресса.
Ковкой получают разнообразные поковки массой до 300 т.
Первичной заготовкой для поковок являются:
слитки, для изготовления массивных крупногабаритных поковок;
прокат сортовой горячекатаный простого профиля (круг, квадрат).
Ковка может производиться в горячем и холодном состоянии.
Холодной ковке поддаются драгоценные металлы – золото, серебро; а также медь.
Горячая ковка применяется для изготовления различных изделий, а также инструментов: чеканов, зубил, молотков и т.п.
Материалом для горячей ковки являются малоуглеродистые стали, углеродистые инструментальные и некоторые легированные стали. Температурные интервалы начала и конца ковки для углеродистых сталей приведены в табл..1.
Таблица.1
Температурные интервалы начала и конца ковки для углеродистых сталей
Марка стали |
Температуры ковки |
|
начала |
конца |
|
Ст 1 |
1300 |
900 |
Ст 2 |
1250 |
850 |
Ст 3 |
1200 |
850 |
Сталь У7, У8, У9 |
1150 |
800 |
Сталь У10, У12, У13 |
1130 |
870 |
Операции ковки
Различают ковку предварительную и окончательную.
Предварительные операции
Биллетирование – превращение слитка в болванку или заготовку: включает сбивку ребер и устранение конусности.
Рубка – применяется для отделения от основной заготовки негодных частей или для разделения заготовки на части.
Рубка производится в холодном и горячем состоянии. В холодном
В зависимости от габаритов и формы заготовок используют способы рубки:
с одной стороны – для тонких заготовок;
с двух сторон, сначала осуществляется предварительная надрубка заготовки на 0,5…0,75 высоты, после кантовки на 1800 проводится окончательная рубка;
с трех сторон – для круглых и крупных заготовок, осуществляются две надрубки на глубину 0,4 диаметра заготовки с кантовкой на 1200, после второй кантовки на 1200 проводят окончательную рубку;
с четырех сторон – для крупных заготовок, после надрубки с четырех сторон в центре остается перемычка прямоугольного сечения, по месту которой производят разделение заготовки на части.