

Общие указания по выполнению лабораторных работ
Mетодические указания являются основным учебным пособием к лабораторным работам по дисциплине « Восстановление изношенных деталей » для студентов Института транспортной техники и организации производства.
Цель работ. Лабораторные работы позволяют: закрепить излагаемые на лекциях и в литературе сведения о некоторых способах восстановления изношенных поверхностей; конструктивных особенностях оборудования применяемого при восстановлении деталей и повышения их износостойкости; изучить конструкцию, принципиальные схемы и принцип действия оборудования; приобрести навыки постановки экспериментальных работ, анализа и обобщения полученных результатов.
Каждой лабораторной работе предшествует изучение студентами методических указаний, лекций и рекомендуемой литературы.
Организация работ. В начале занятия преподаватель проверяет подготовку студентов к лабораторной работе, наличие в тетради необходимых записей и схем. При неудовлетворительных результатах студенты не допускаются к выполнению лабораторных работ.
Все эксперименты и другие виды работ, в соответствии с методическими указаниями, выполняются студентами под контролем учебного мастера и преподавателя.
По окончании эксперимента студенты должны проанализировать полученные данные, занести их в бланки таблиц отчета и построить графики зависимостей. На основе результатов эксперимента каждый студент самостоятельно формулирует выводы, которые записывает в соответствующий раздел отчета.
Оформление отчетов. В бланки таблиц записываются, исходные данные и результаты эксперимента.
Описание устройства оборудования составлено по рисункам, представленных в методических указаниях, и изображение которых приведено на плакатах, используемых при выполнении лабораторной работы.
Лабораторная работа №1 изучение технологии наплавки и исследование свойств наплавленного слоя, выполненного различными электродами
Цель работы: ознакомление с материалами и особенностями технологии наплавочных работ, а также исследование свойств наплавок, выполненных различными электродами.
Краткие теоретические сведения
Наплавка применяется для восстановления изношенных деталей или для получения поверхностного слоя с особыми свойствами. Наплавка производится как ручной, так и автоматической и полуавтоматической дуговой сваркой с применением обычных сварочных материалов или специальных наплавочных электродов, проволок, флюсов.
В настоящее время разработано около 70 марок наплавочных электродов. Сведения о некоторых из них приведены в таблице 1.
Налавочные электроды состоят из обмазки, нанесенной па наплавочную проволоку, которая выпускается по ГОСТ 10543-75 и обозначается двумя буквами Нп, далее идет буквенно-цифровое обозначение качественной углеродистой или легированной стали, из которой изготовлена проволока.
Различают проволоки для наплавок, близких по составу углеродистым сталям с твердостью HB =160 – 310 Мпа, легированным сталям ( HRC = 32 - 50 ) и высоколегированным сталям.
Химический состав, твердость и область применения некоторых марок проволоки приведены в таблице 2.
Для полуавтоматической наплавки применяют проволоку диаметром 1.2 - 2 мм, а для автоматической наплавки – 2 - 3 мм.
Кроме проволоки сплошного сечения, для механизированной наплавки применяю порошковую проволоку и ленту холодного проката, литую и порошковую.
Порошковые проволоки обозначают буквами ПП, затем идут цифры, показывающие содержание углерода и легирующих компонентов (ПП -30Х2В8, со следующим содержанием элементов - С = 0.3 - 0.4%; S = 0.5 - 0.7%; Mn = 0,6 – 0.7%; Cr = 2.2 – 2.7%; W = 7.5 – 9.5%;V = 0.2 – 0.5%.
В центральной части порошковой проволоки находятся порошки, состоящие из шлакообразующих, газообразующих, стабилизирующих, раскисляющих и легирующих компонентов.
Порошковую проволоку применяют для сварки покрытой дугой и под слоем флюса. Использование порошковой проволоки позволяет получить твердость HRC = 38 – 65 единиц.
Таблица 1 |
Область применения |
Вагонные детали, оси валы, подвергающиеся механической обработке |
Детали, обрабатываемые после наплавки шлифованием |
Рельсы, крестовины, детали автосцепки |
Износостойкая наплавка при абразивном износе |
Рельсы и другие детали из высокоуглеродистой стали |
Детали из высокоуглеродистых сталей |
* В числителе твердость однослойной наплавки, в знаменателе – четырехслойной наплавки |
|
HRC * |
24 / 32 |
37 / 40 |
29 / 36 |
56 / 62 |
30 / 39 |
23 / 30 |
|||
Химический состав наплавленного металла |
Химический состав наплавленного металла |
P |
0.035 |
0.030 |
0.021 |
0.016 |
0.035 |
0.03 |
|
S |
0.02 |
0.02 |
0.032 |
0.012 |
0.035 |
0.02 |
|||
V |
- |
- |
- |
- |
- |
- |
|||
Мо |
- |
- |
- |
- |
0.5 |
- |
|||
Ni |
- |
- |
- |
- |
- |
3.0 |
|||
Cr |
- |
- |
1.0 |
2.6 |
0.7 |
11.0 |
|||
Mn |
3.20 |
4.20 |
1.80 |
0.80 |
1.70 |
0.50 |
|||
Si |
- |
- |
0.5 |
0.9 |
0.1 |
- |
|||
C |
0.15 |
0.20 |
0.14 |
0.80 |
0.3 |
0.5-0.8 |
|||
Тип по ГОСТ 10051-75 |
Э-15Г |
Э-20ГЧ |
Э-14Г2Х |
Э-80ХЧСГ |
Э-30С2ХМ |
Э-10Х11Н3 |
|||
Марка электрода |
ОЗН300 |
ОЗН400 |
К2-55 |
ЭН-60 |
НР-70 |
ОМГ-Н |
|||
Таблица 2 Химический состав наплавочных проволок
|
Область применения |
|
Оси, шпиндели валы НВ = 160-220 |
Оси, шпиндели валы НВ = 170-230 |
Коленчатые валы НВ = 200-340 |
Легированные |
Крановые колеса НВ = 220-300 |
Детали машин работающих с динамическими нагрузками НRC =5 4-56 после закалки |
Шлицевые валы и другие детали с твердостью HRС = 43-50 |
||
Среднее содержание элементов, % |
Проч. |
Углеродистые |
_ |
_ |
_ |
0.03 |
_ |
_
|
|||
Р |
0.04 |
0.04 |
0.04 |
|
0.04 |
0.04 |
|||||
S |
0.04 |
0.04 |
0.04 |
|
0.04 |
0.04 |
|||||
Мо |
- |
- |
- |
1.0 |
- |
- |
|||||
V |
- |
- |
- |
- |
- |
0.15 |
|||||
W |
- |
- |
- |
- |
- |
- |
|||||
Ni |
0.30 |
0.30 |
0.30 |
0.40 |
0.40 |
0.40 |
|||||
Cr |
0.25 |
0.25 |
0.25 |
0.95 |
2.10 |
1.00 |
|||||
Si |
0.27 |
0.27 |
0.27 |
1.10 |
0.55 |
0.27 |
|||||
Mn |
0.65 |
0.65 |
0.65 |
0.95 |
2.1 |
0.65 |
|||||
C |
0.25 |
0.40 |
0.85 |
0.31 |
0.39 |
0.50 |
|||||
Марка проволоки |
|
Нп-25 |
Нп-40 |
Нп-85 |
Нп30ХГСА |
Нп40Х2Г2М |
Нп50ХФА |
||||
таблицы 2 |
Область применения |
|
Обрезные штампы холодной штамповки НRC = 32 - 38 |
|
Опорные ролики экскаваторов, детали транспортеров HRC =45 – 52 |
Ножи резки горячего металла, прессовый инструмент |
Железнодорожные крестовины, зубья ковшей экскаваторов |
Выхлопные клапаны дизелей |
||
Продолжение |
Среднее содержание элементов, % |
Проч. |
Легированные
|
_ |
Высоколегированные |
_ |
0.50 |
_ |
0.30 |
|
Р |
0.03 |
0.035 |
0.04 |
0.03 |
0.02 |
|||||
S |
0.03 |
0.03 |
0.04 |
0.03 |
0.015 |
|||||
Мо |
- |
- |
- |
- |
- |
|||||
V |
- |
- |
0.40 |
- |
- |
|||||
W |
- |
- |
8.50 |
- |
- |
|||||
Ni |
0.35 |
< 0.60 |
< 0.60 |
< 0.60 |
Остальное |
|||||
Cr |
1.45 |
13.0 |
2.60 |
0.60 |
20.0 |
|||||
Si |
0.25 |
0.80 |
0.55 |
0.40 |
0.80 |
|||||
Mn |
0.30 |
0.80 |
1.20 |
13.0 |
0.70 |
|||||
C |
1.05 |
0.40 |
0.45 |
1.10 |
0.12 |
|||||
Марка проволоки |
Нп105Х |
|
Нп40Х13 |
Нп45Х2В8Т |
Нп-Г13А |
НпХ20Н80Т |
||||
Для механизированной наплавки часто применяют флюсы плавленые и неплавленые.
Плавленые флюсы получают сплавлением компонентов шихты в электрических или пламенных печах. Неплавленые флюсы изготовляют скреплением частиц флюсовой шихты без их сплавления. К неправленым флюсам относятся керамические флюсы, спеченные флюсы, флюсы-смеси.
Керамические флюсы изготовляют из смесей порошкообразных материалов, скрепляемых с помощью клеящих веществ ( жидкое стекло ).
Спеченные флюсы изготовляют спеканием компонентов шихты при повышенных температурах. Полученные комки затем измельчают до требуемой грануляции.
Флюсы-смеси изготовляют механическим смешением крупинок материалов или флюсов.
Химические составы некоторых плавленых флюсов (ГОСТ 9087-89) приведены в таблице 3.
Флюсы АН-60, АН-348А, ОСЦ-45 являются сильно окислительными и применяются для сварки н наплавки углеродистых и низколегированных сталей преимущественно в сочетании с углеродистой и низколегированной проволокой.
Таблица 3
Химический состав флюсов
Марка флюса |
Содержание компонентов, % |
|||||||
SiO2 |
MnO |
CaF2 |
Al2O3 |
CaO |
MgO |
Fe2O3 |
Na2O,K2O |
|
АН348-А |
41- 44 |
34- 38 |
4 - 5,5 |
4,5 |
6,5 |
5 – 7,5 |
2,0 |
- |
ОСЦ 45 |
38- 44 |
38- 44 |
6 – 9,0 |
5,0 |
6,5 |
2,5 |
2,0 |
- |
АН-60 |
42- 46 |
36- 41 |
5 – 8,0 |
5,0 |
3 – 11 |
0,5 - 3 |
1,5 |
- |
АН-20 |
19- 24 |
0,5 |
25- 32 |
27- 32 |
3 - 9 |
9 – 13 |
1,0 |
2 – 3 |
АН-26 |
29 - 33 |
2,5–4,0 |
20 -24 |
19 - 23 |
4 - 7 |
15 - 18 |
1,5 |
|
АН-8 |
33 - 36 |
21 - 26 |
13 - 19 |
11 - 15 |
4 - 7 |
5 – 7,5 |
1,5-3,5 |
- |
АН-20, АН-22 и АН-26 – слабо окислительные флюсы применяют для наплавки легированных и аустенитных хромоникелевых сталей легированной проволокой.
В ряде случаев применяют керамические флюсы и гранулированные порошки.
На предприятиях МПС широко используется восстановление деталей методом ручной и механизированной наплавки. Наплавка применяется для ремонта рельс, бандажей вагонных и локомотивных колес, деталей автосцепного устройства и др.
До настоящего времени широкое применение в производстве находит ручная дуговая наплавка электродами, несмотря на общую тенденцию к автоматизации наплавочных работ.
Рис.1. Схема наплавки
одиночными валиками, перекрывающими
друг друга
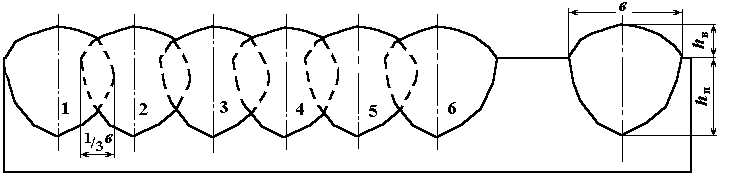
Наплавка осуществляется одиночными валиками, когда последующий валик перекрывает предыдущий, или одиночными валиками, расположенными на расстоянии ( рис.2 ), однако перекрытие в 1/3 ширины должно соблюдаться в обязательном порядке.
Рис.2. Схема наплавки
одиночными валиками, расположенными
на расстоянии