

24.7 Автоматизация технологических процессов изготовления
зубчатых колес
В состав автоматизированных участков для изготовления деталей зубча-тых передач входят различное станочное оборудование, выполняющее необ-ходимые операции механической обработки, оборудование для термической обработки колес, система автоматизированного транспортирования и скла-дирования деталей, а также системы контроля и управления ходом техноло-гического процесса.
Станочное оборудование в участках располагается в последовательнос-ти, соответствующей этапам технологического процесса. Ориентирование и передача заготовок с одной технологической позиции на другую обеспечи-ваются транспортной системой, в которой предусмотрены также промежу-точные накопители, позволяющие уменьшать влияние простоя отдельных станков на производительность участка.
В условиях крупносерийного и массового производства для обработки зубчатых колес по контуру применяют высокопроизводительные одношпин-дельные и многошпиндельные токарно-револьверные патронные автоматы и многорезцовые станки со специальной оснасткой, обеспечивающей концен-трацию технологических переходов при параллельно-последовательной схе-ме обработки заготовок. Такие станки работают практически без перенаст-ройки по заданному жесткому циклу с постоянным тактом выпуска. Заго-товки – штучные, полученные путем штамповки или точного литья с малыми припусками. Форма заготовок близка к форме готовой детали.
В условиях мелкосерийного производства автоматизированные участки для изготовления зубчатых колес компонуют из станков с ЧПУ, обладающих технологической гибкостью, что позволяет быстро переходить с изготовле-ния деталей одного типоразмера на изготовление деталей другого типораз-мера. При этом в качестве заготовок используют круговой прокат или штучные заготовки – диски, полученные путем предварительного отрезания от прутков. Для подачи пруткового материала в рабочую зону на токарных станках с ЧПУ применяют специальные автоматические устройства.
Автоматическая установка в патрон штучных заготовок осуществляется с помощью роботов или непосредственно связанных со станком манипуляторов.
На рис. 24.5 показан пример технологического процесса обработки зубчатого колеса из штучной заготовки на токарно- револьверном станке с ЧПУ. Использование для обработки режущего инструмента универсального назначения – сверл, центровок, различных резцов, зенкеров, разверток обеспечивает получение деталей различной геометрической формы и размеров.
Для
каждой операции характерно последовательное
выполнение технологических переходов,
заданных в управляющей программе
станка. Вначале происходит зацентровка
(инструмент 1), затем – сверление (сверло
2 )
и рас-
)
и рас-
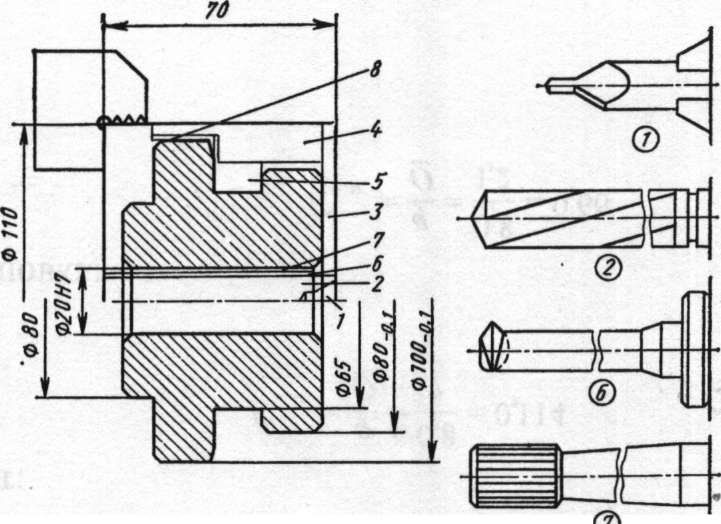

Рис. 24.5. Схема обработки зубчатого колеса на токарно-револьверном станке
точка базового отверстия (оправка 6). Для получения отверстия с точностью 20Н7 в заключение выполняют развертывание отверстия (инструмент 7). Обработку детали по контуру выполняют резцами 3, 4, 8, а прорезание паза – канавочным резцом 5. Изготовление деталей иного типоразмера по новой управляющей программе строится на базе, имеющейся на станке номенклатуры режущего инструмента и только в отдельных случаях необходимо добавлять другой инструмент.
Нарезание зубчатых колес на автоматизированных участках крупносерийного и массового производства выполняют на зубообрабатывающих станках-автоматах. С этой целью зуборезные станки оснащают специальной транспортно-накопительной системой, обеспечивающей автоматическую подачу и закрепление в рабочей позиции обрабатываемого колеса.
Для автоматизации нарезания зубчатых колес в условиях мелкосерийного производства применяют зубообрабатывающие станки с микропроцессорной системой ЧПУ.
Зубофрезерные, зубострогальные и зубошлифовальные станки с ЧПУ имеют высокий уровень автоматизации и большую технологическую гибкость. При их использовании уменьшаются простои и значительно сокращается время переналадки на изготовление новых деталей, которое на обычных станках занимает 30 ... 90 мин.
ЛЕКЦИЯ № 25