

23.5.3 Технологический процесс изготовления ходовых винтов
Типовые технологические процессы механической обработки ходовых винтов скольжения 0 – 2-го классов точности из сталей А40Г и У10А без термического упрочнения с резьбой трапецеидального профиля в условиях серийного производства приведены в РТМ 2-040-148 – 81. Технологический маршрут изготовления ходового винта токарного станка 16К20 (рис. 23.8) в условиях серийного производства приведен в табл. 23.2.
Заготовки и ходовые винты 0 – 2-го классов точности правке подвер-гаться не должны. Заготовки в виде прутков из горячекатаной или калиброванной стали должны иметь биение не более 0,5 мм на всей длине.
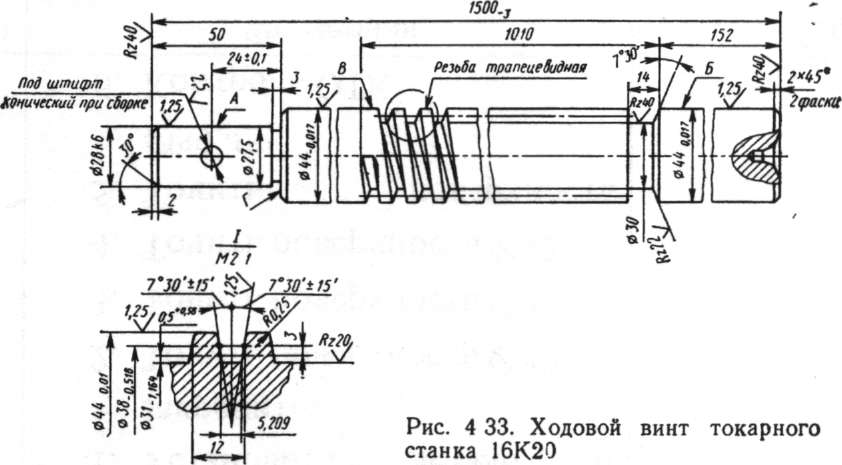
Рис. 23.8. Ходовой винт токарного станка 16К20
23.2. Технологический маршрут обработки ходового винта токарного станка 16к20
№ опe-рaции |
Содержание операции |
Технологические базы |
Оборудование, тех. оснастка |
005 |
Токарная: подрезать торец в размер 1500-3,0, центровать с двух торцов, снять фаски (операция ведется с двух установов) |
Наружная поверхность |
Станок 16К20, люнет, патрон, резец Т14К8 |
010 |
Токарная: обточить поверхности диаметром 28К6 до диаметра 28,5+0,1, подрезать торец Г в размер 50, прорезать канавку диаметром 27,5х3, снять фаски |
Поверхности зацентрованных отверстий |
Станок 16К20, люнет, вращающийся центр, резец Т14К8 |
015 |
Токарная: обточить канавку диаметром ЗОх14 на длине 152 мм от торца, снять острые кромки на поверхности диаметром 44h6 |
То же |
То же |
020 |
Шлифовальная шлифовать поверхность диаметром 44-0,017 до 44.5h6, допустимое биение 0,1 мм |
» |
Круглошлиф.станок ЗМ175, люнет |
025 |
Токарная: нарезать резьбу Р = 12 мм с припуском 0,5 мм на сторону |
» |
Станок 1622Б, Приспо собление для вихрево- го нарезания, резец Т15К6 |
030 |
Токарная: прорезать поверхность по внутреннему диаметру резьбы до диаметра 31-1,164 окончательно, прорезать боковые стороны резьбы с припуском 0,12 мм на сторону, снять фаску 15° в выточке ЗОх 14, править, биение не более 0,10 мм, зачистить заходы резьбы до толщины 2 мм |
» |
Станок 1К62В, резцы Р 18, Т14К8, люнет, вращающийся центр, приспособление для правки, напильник |
035 |
Сверлильная: сверлить отверстие диаметром 8 под конический штифт, l = 24 мм от торца диаметром 44,5h6, до размера 24+0-1 |
Наружная поверхность л |
Станок 1К62В, сверло D8, кондуктор,Свер- лильная головка |
040 |
Шлифовальная: шлифовать поверхность диаметром 44-0,017 окончательно; предварительно тщательно протереть центра и выставить люнеты; начиная с этой операции, винты хранить в вертикальном положении |
Поверхности зацентрованных отверстий |
Станок ЗМ174В или ЗМ151В, люнеты |
045 |
Токарная: править винт до 0,05 мм; проточить боковые стороны резьбы с припуском 0,05 мм на сторону; снять фаски 0,25 мм по ниткам резьбы; контролировать резьбу: по среднему диаметру – индикаторным приспособлением; ее профиля – чистовым шаблоном (просвет под шаблоном 0,5... 0,6 мм) |
То же |
Станок 1622В, втулки, люнет, приспособление для правки,рез- цы Р-18 и Т15К6 |
050 |
Токарная: нарезать трапецеидальную резьбу окончательно Р = 12 мм. Контроль на станке 100 %, биение поверхности диаметром 44h6 не более 0,1 мм, резьба по среднему диаметру 38-0,518, накопленная погрешность: 0,01 – на длине 100 мм; 0,015 — на длине 300 мм; 0,02 – на длине всего винта |
» |
Станок 1622В, люнет, шаблон для установки резца, резец Т15К6 / |
055 |
Шлифовальная: шлифовать поверхность диаметром 28h6 окончательно и проверить торец Г, соблюдая технические требования |
» |
Станок ЗМ174В или ЗМ151В, люнет |
060 |
Слесарная: проверить винт, покрыть антикоррозийным раствором |
— |
— |
ЛЕКЦИЯ № 24