

5.2. Стандартные и нестандартные резьбы
Для крепежных деталей применяют резьбу треугольного профиля с углом при вершине 60 или 55 однозаходную, имеющую небольшой угол подъема винтовой линии.
На деталях с резьбой такого типа лучше удерживается гайка от самопроизвольного отвинчивания при толчках и сотрясениях работающей машины (свойство самоторможения).
Треугольные крепежные резьбы бывают метрические и дюймовые.
Резьба метрическая (ГОСТ 9150-81) является основной крепежной резьбой и наиболее широко используется в промышленности. Эта резьба однозаходная. Условное обозначение ее – буква М. Профиль резьбы (рис. 1) установлен ГОСТ 9150-81.
Основные размеры наружного – d, внутреннего – d1 и среднего – d2, диаметров резьбы устанавливает ГОСТ 24705-81, диаметры и шаги – ГОСТ 8724-81, степень точности изготовления резьбы – ГОСТ 16093-81.
Резьба диаметром менее 1 мм, применяемая в приборах точной механики по ГОСТ 9000-81, мелких шагов не имеет.
Диаметры и шаги метрической резьбы на деталях из пластмасс выбирают по ГОСТ 11709-81, например М61,5-7Н ГОСТ 11709-81.
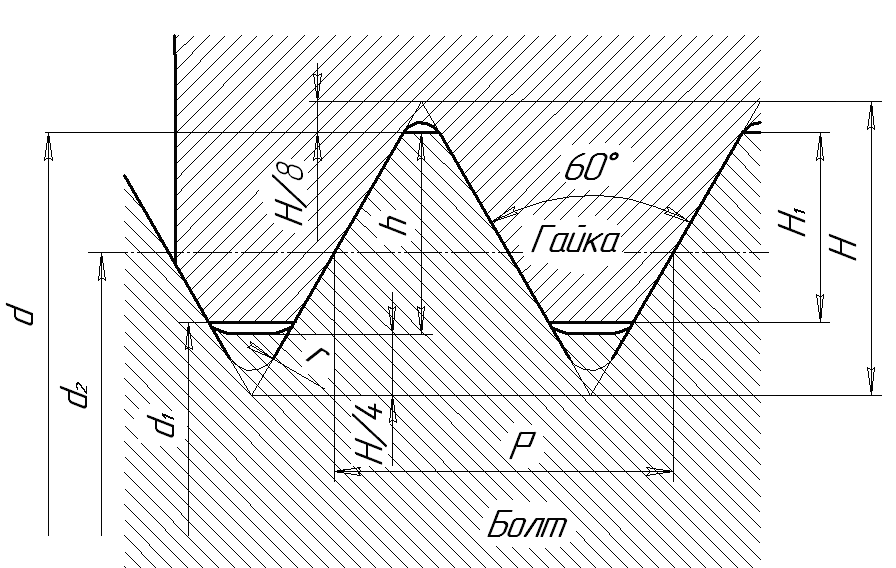
Рис. 1. Профиль метрической резьбы
d – наружный диаметр наружной резьбы (болта);
D – наружный диаметр внутренней резьбы (гайка);
d2 –средний диаметр болта
D2 –средний диаметр гайки
d1 – внутренний диаметр болта
D1 – внутренний диаметр гайки
P – шаг резьбы
H – высота исходного треугольника
На трубах, деталях трубных соединений – гайках, тройниках, крестовинах, отводах, нарезают трубную цилиндрическую, имеющую также исходный треугольный профиль с углом у вершины 55. В отличие от дюймовой резьбы эта резьба имеет меньший шаг и тем самым меньшую высоту профиля резьбы, что позволяет применять ее на тонкостенных деталях.
Резьбы ходовые используют на ходовых винтах металлорежущих станках, прессов и многих других механизмов. Ходовые винты должны обеспечивать гайке возвратно-поступательное движение. Для этой цели применяют резьбы с большим углом подъема винтовой линии. Таким свойством обладают многозаходные резьбы (двух– и трехзаходные) трапецеидального профиля.
На винтах домкратов и прессов часто нарезают однозаходную резьбу квадратного профиля. Однозаходные прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. Поднятый домкратом груз под влиянием сил трения на винтах такой резьбы не может самопроизвольно опуститься, если, например, перестают вращать и отпускают подъемную рукоятку.
У трапецеидальной резьбы зазор может быть устранен применением разрезных гаек. Резьбы упорные применяют обычно для восприятия больших усилий, действующих в одном направлении (прессы и др.).
Ходовые резьбы применяют также для винтов, испытывающих в работе ударную нагрузку (рывки). Такого типа резьбы применяют, например, в винтах вагонных винтовых стяжках.
Резьбы прямоугольного профиля не стандартизированы, и их изготовление производится по чертежам ведомственных нормалей.
Профили, на которые введены стандарты, показаны на рисунке 2.







 а)
б)
в)
а)
б)
в)
г)
Рис. 2. Виды резьбы на стержне: а) – треугольная, б) – трапецеидальная, в) – упорная, г) – круглая,
Резьбы преимущественно применят правые, при использовании левых резьб к их обозначению добавляют LH.