

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования «Ижевский государственный технический университет»
Кафедра «Управление качеством»
А.А. Колупаев
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторной работы
«Изучение натурного объекта и статистическая
обработка результатов его испытаний»
по дисциплине «Планирование и организация испытаний»
для специальности 220501
«Управление качеством».
Ижевск - 2010г.
Рецензент:
Ибрагимов А.У., к.т.н., доцент кафедры «Управление качеством»
Колупаев А.А. Лабораторная работа «Изучение натурного объекта и статистическая обработка результатов его испытаний» по курсу «Планирование и организация испытаний» для студентов специальностии220501 очного и заочного отделений.
Ижевск: Изд-во ИжГТУ, 2010 г.
Содержание
Введение………………………………………………………………………..4
1. Цели работы…………………………………………………………………4
2. Оборудование……………………………………………………………….4
3. Краткая теория………………………………………………………………5
4. Порядок выполнения первой части лабораторной работы………………10
5. Статистическая обработка результатов натурных испытаний…………..10
Выводы…………………………………………………………………………12
Список использованных источников…………………………………………13
Приложение А. Осциллограммы нагрузок в клещевых рычагах
и мундштуках…………………………………………………………………..14
Приложение Б. Сводная таблица исходных данных………………………...18
Приложение В. Результаты статистической обработки……………………...19
Введение
Сложность конструктивных форм узлов и деталей современных машин и многообразие действующих на них нагрузок в большинстве случаев при создании новых конструкций не позволяют определить напряженное состояние расчетным путем или моделированием. Поэтому новые машины не могут быть правильно спроектированы без проведения экспериментальных исследований, одним из инструментов которых является натурная электротензометрия. [1, 2]. Статистическая обработка результатов машин [4] дает возможность средствами математического моделирования вырабатывать рекомендации для оптимального проектирования машин и их механизмов.
В основу лабораторной работы положены результаты натурных экспериментальных исследований нагружения механизмов ковочных манипуляторов под действием ковочного агрегата (молота), проведенных в течение ряда лет отраслевой лабораторией «Долговечности и экономичности машин» Ижевского механического института в ЭСПЦ – 3 Челябинского металлургического завода [5].
1 Цели работы
1.1 Изучить порядок проведения натурных исследований и физическую сущность исследуемого процесса.
1.2 Познакомиться с измерительной аппаратурой и измерительными датчиками (ИД), применяемыми для натурных испытаний объектов. Знать порядок выбора и места установки ИД в зависимости от вида испытаний.
1.3 Провести обработку результатов испытаний по предложенным осциллограммам.
1.4 Построить таблицу результатов обработки осциллограмм.
1.5 Выполнить статистическую обработку результатов и записать корреляционные уравнения связи между параметрами процесса.
2 Оборудование
1.6 Методические указания к выполнению лабораторной работы.
1.7 Комплект измерительного инструмента (штангенциркуль, линейка).
1.8 Комплект осциллограмм и таблицы параметров нагружения.
3 Краткая теория
Для получения высококачественных изделий машиностроения с вытянутой осью из углеродистых, высоколегированных сталей, циркония используется метод свободной ковки на молотах с применением ковочных манипуляторов. Общий вид ковочного манипулятора МК 1-66 показан на рисунке 1.

Рисунок 1 – Ковочный манипулятор МК 1-66
В процессе ковки механизмы манипулятора подвергаются ударному нагружению через нагретую до t 1200 оС заготовку от падающего со скоростью до 10 м/с верхнего бойка (падающих частей) молота массой до 10000 кг. Аналогов более динамичного нагружения механизмов машин в машиностроении нет (кроме взрывных технологий). Одним из основных нагруженных узлов ковочного манипулятора является хобот манипулятора с клещами, схема которого показана на рисунке 2.
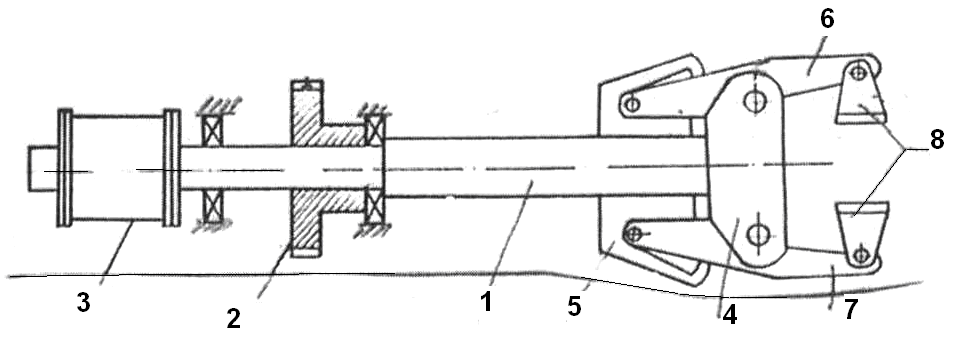
Рисунок 2 – Схема хобота манипулятора с клещами
Хобот манипулятора состоит из мундштука 1, опирающегося на подшипниковые опоры механизма подъема хобота. На мундштуке крепится ведомое зубчатое колесо 2 механизма вращения клещей и гидроцилиндр 3 механизма зажима клещей. Клещи состоят из траверсы 4, закрепленной на мундштуке, ползуна 5, связанного с гидроцилиндром 3. На траверсе 4 устанавливаются верхний и нижний клещевые рычаги 6, 7 с башмаками 8, которыми удерживается нагретая заготовка.
Рассмотрим процесс нагружения механизма вращения клещей манипулятора. Было выяснено, что поломки механизма вращения клещей возникают в случае принудительного разворота, когда линия удара бойка смещена на величину d/2 относительно оси заготовки при ковке с зазорами или на величину d относительно точки контакта заготовки с нижним бойком при ковке без зазора (рисунок 3). Угол разворота может составлять при этом от 1о до 30о.
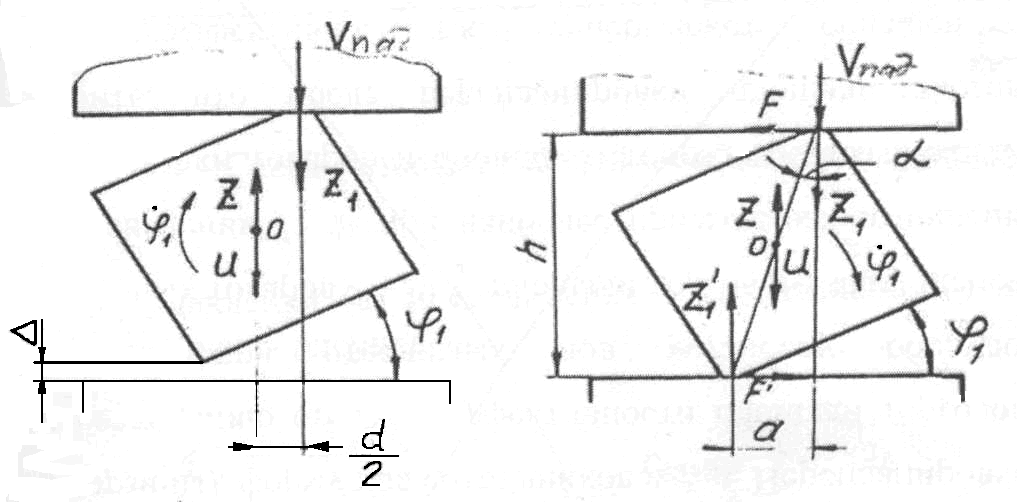
а) ковка с зазором б) ковка без зазора
Рисунок 3 - К определению закона движения заготовки при принудительном развороте
На этапе удара при выборке зазора, который составляет от 3 до 15 мм, механизм вращения нагружается кратковременно и догружается после выборки зазора полным моментом. Поэтому осциллограммы (приложение А), записанные при ковке с зазором (№ 13…24), имеют двойной пик нагружения. При ковке без зазора детали механизма вращения клещей нагружаются полным моментом, поэтому на осциллограммах № 1…12 виден один нагружения. Запись осциллограмм [1, 2] осуществлялась в условиях действующего кузнечного производства стандартной аппаратурой. На рисунке 4 показано соединение тензодатчиков 1, наклеенных на клещевых рычагах и мундштуке, проводом 2 марки МГТФ через основной разъем 3 и бронированный кабель 4 с тензостанцией 5, соединенной с осциллографом 7, который запитывается от сети через шунт 150 А. Параллельно к осциллографу подается сигнал от датчика 8 замера скорости падающих частей с фотоблоком 9.
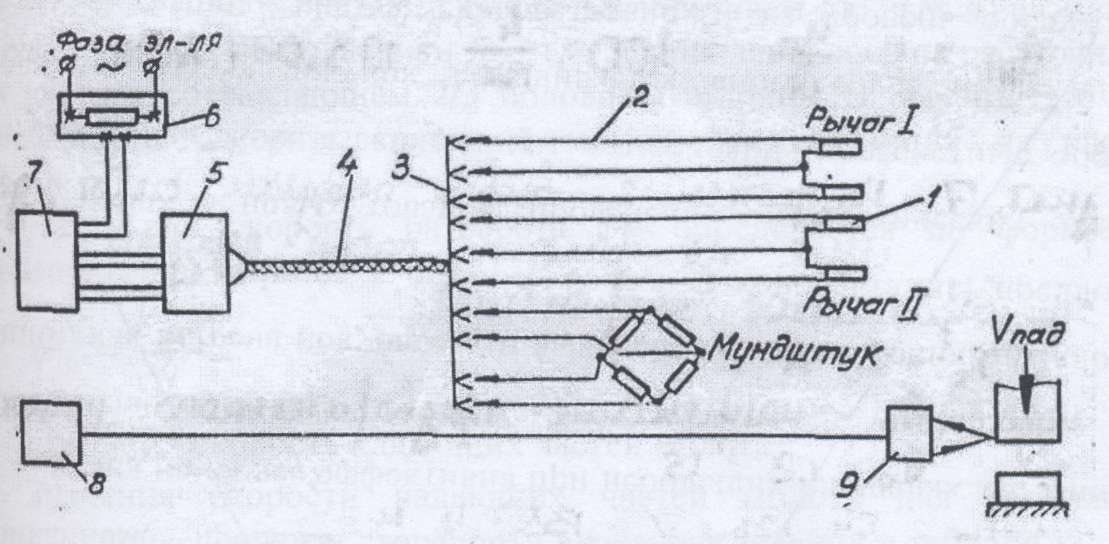
Схема наклейки (а) и соединения тензодатчиков (б) на клещевых рычагах показана на рисунке 5.
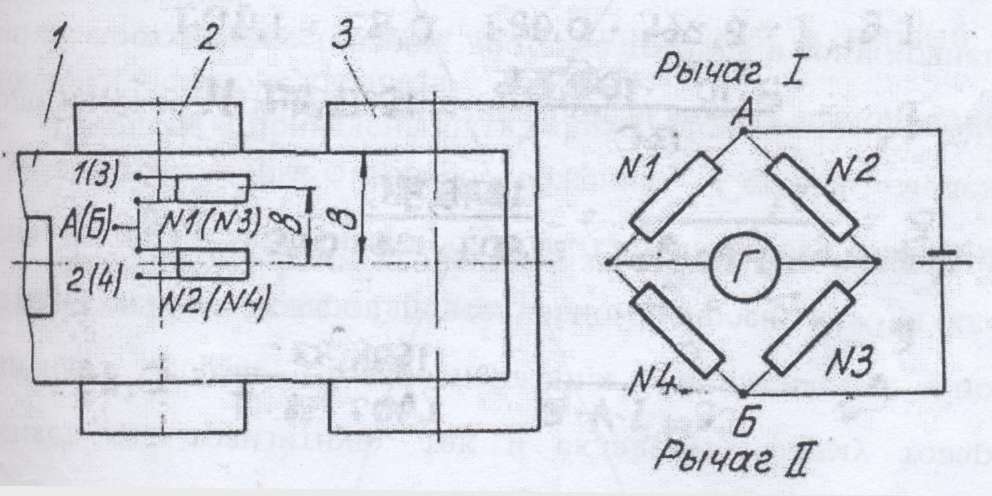
Рисунок 5 – Схема наклейки (а) и соединения тензодатчиков (б)
Тензодатчики наклеивались на клещевых рычагах 1 в зоне их соединения с траверсой 2. Тензодатчики № 1 и № 2 размещались на рычаге I , а № 3 и № 4 на рычаге II. Причем тензодатчики № 2 (№ 4) размещались по оси рычага, а тензодатчики № 1 (№ 3) приклеивались на расстоянии b от оси рычага, составляющем 2/3 половины ширины В рычага. Это давало возможность замерить крутящий момент, действующий момент, действующий на клещевые рычаги.
Начальная скорость
разворота
![]() определяется
по формуле для беззазорного разворота:
определяется
по формуле для беззазорного разворота:
![]()
где Vпад – скорость падающих частей молота.
Значения скорости падающих частей молота для осциллограмм № 1…24 приведены для двенадцати вариантов заданий в таблице 1.
Смещение d линии удара с учетом угла поворота можно определить для квадратной заготовки по формуле:
![]()
где b – сторона квадрата;
![]() -
начальный угол
установки грани заготовки относительно
плоскости бойка;
-
начальный угол
установки грани заготовки относительно
плоскости бойка;
с3 – отношение длины деформированной в первый момент удара площадки к стороне квадрата.
В таблице 2 приведены
пять вариантов величины коэффициента
К при различных значениях
![]() и с3.
и с3.
Значение стороны квадратной заготовки «b» и величины начального зазора « ∆» приведены в таблице 3.
Таблица 1
№ осциллограммы |
Скорость падающих частей по вариантам, м/с |
|||||||||||
1 |
2 |
3
|
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11
|
12 |
|
1 |
2,64 |
2,85 |
2,40 |
2,56 |
2,52 |
2,60 |
2,48 |
2,47 |
2,64 |
2,73 |
2,80 |
2,60 |
2 |
1,62 |
1,49 |
1,55 |
1,58 |
1,45 |
1,48 |
1,50 |
1,57 |
1,66 |
1,69 |
1,64 |
1,70 |
3 |
2,81 |
2,85 |
2,64 |
2,68 |
2,73 |
2,75 |
2,90 |
2,80 |
2,87 |
2,78 |
2,75 |
2,75 |
4 |
3,78 |
3,55 |
3,59 |
3,62 |
3,65 |
3,67 |
3,60 |
3,90 |
3,92 |
3,57 |
3,80 |
3,54 |
5 |
4,59 |
4,32 |
4,28 |
4,44 |
4,49 |
4,65 |
4,73 |
4,75 |
4,50 |
4,55 |
4,38 |
4,42 |
6 |
3,04 |
2,75 |
2,94 |
2,94 |
3,15 |
3,22 |
3,17 |
2,82 |
2,87 |
2,99 |
3,10 |
3,18 |
7 |
1,15 |
1,19 |
1,11 |
1,18 |
1,20 |
1,12 |
1,15 |
1,18 |
1,14 |
1,15 |
1,12 |
1,19 |
8 |
3,52 |
3,28 |
3,35 |
3,46 |
3,42 |
3,55 |
3,70 |
3,77 |
3,62 |
3,63 |
3,25 |
3,37 |
9 |
5,33 |
5,73 |
5,21 |
4,25 |
5,15 |
5,2 |
5,57 |
5,30 |
5,12 |
5,17 |
5,25 |
5,64 |
10 |
2,76 |
2,74 |
2,71 |
2,51 |
2,77 |
2,75 |
2,78 |
2,81 |
2,82 |
2,69 |
2,73 |
2,73 |
11 |
2,73 |
2,75 |
2,70 |
2,69 |
2,72 |
2,72 |
2,75 |
2,78 |
2,71 |
2,74 |
2,73 |
2,69 |
12 |
3,42 |
3,54 |
3,16 |
3,28 |
3,35 |
3,74 |
3,40 |
3,25 |
3,24 |
3,19 |
3,25 |
3,64 |
13 |
2,86 |
2,75 |
2,68 |
2,58 |
2,95 |
3,12 |
2,93 |
2,95 |
3,08 |
3,02 |
2,73 |
2,81 |
14 |
3,67 |
3,80 |
3,72 |
3,85 |
3,46 |
3,53 |
3,61 |
3,69 |
3,83 |
3,44 |
3,48 |
3,62 |
15 |
3,05 |
3,07 |
2,82 |
2,94 |
2,80 |
3,35 |
3,22 |
3,18 |
3,11 |
3,16 |
2,90 |
2,95 |
16 |
2,44 |
2,48 |
2,74 |
2,47 |
2,42 |
2,44 |
2,43 |
2,50 |
2,49 |
2,40 |
2,40 |
2,41 |
17 |
1,38 |
1,45 |
1,29 |
1,30 |
1,42 |
1,35 |
1,29 |
1,31 |
1,34 |
1,34 |
1,33 |
1,39 |
18 |
3,15 |
3,18 |
3,10 |
2,98 |
2,82 |
2,87 |
3,40 |
3,25 |
3,12 |
3,34 |
3,18 |
3,03 |
19 |
4,64 |
4,59 |
4,42 |
4,38 |
4,37 |
4,55 |
4,40 |
4,75 |
4,73 |
4,49 |
4,55 |
4,50 |
20 |
5,51 |
5,62 |
5,72 |
5,64 |
5,32 |
5,57 |
5,28 |
5,75 |
5,32 |
5,25 |
5,46 |
5,69 |
21 |
5,67 |
5,66 |
5,29 |
5,73 |
5,82 |
5,44 |
5,59 |
5,55 |
5,38 |
5,60 |
5,40 |
5,72 |
22 |
1,96 |
2,05 |
2,02 |
2,02 |
1,90 |
1,89 |
1,92 |
1,94 |
1,93 |
1,95 |
1,96 |
1,88 |
23 |
3,67 |
3,54 |
3,91 |
3,58 |
3,91 |
3,65 |
3,62 |
3,55 |
3,59 |
3,44 |
3,49 |
3,53 |
24 |
3,51 |
3,24 |
3,29 |
3,45 |
3,36 |
3,42 |
3,47 |
3,58 |
3,75 |
3,68 |
3,72 |
3,50 |
Таблица 2
№ варианта |
С3 |
Угол установки заготовки, |
К среднее |
||||
10 |
30 |
50 |
70 |
100 |
|||
1 |
0,1 |
0,88 |
0,85 |
0,81 |
0,77 |
0,71 |
0,8 |
2 |
0,2 |
0,78 |
0,75 |
0,71 |
0,67 |
0,61 |
0,7 |
3 |
0,3 |
0,68 |
0,65 |
0,61 |
0,57 |
0,51 |
0,6 |
4 |
0,4 |
0,58 |
0,55 |
0,51 |
0,47 |
0,41 |
0,5 |
5 |
0,5 |
0,48 |
0,45 |
0,41 |
0,37 |
0,31 |
0,4 |
Таблица 3
№ варианта |
Ковка без зазора Осциллограммы № 1…12 |
Ковка с зазором осциллограммы № 13…24 |
|
b, мм |
b, мм |
∆, мм |
|
1 |
270 |
270 |
8…10 |
2 |
260 |
250 |
5…8 |
3 |
250 |
260 |
12…15 |
4 |
245 |
240 |
10…12 |
5 |
240 |
245 |
8…10 |