

7.8 Ремонт узла центробежного насоса
Таблица 7.2 Последовательность разборки центробежного насоса
Номер операции |
Операция |
Оборудование и приспособление |
Норма времени, мин |
1 |
отсоединить приводную часть |
|
10 |
2 |
открыть крышки подшипников скольжения |
|
10 |
3 |
отвернуть гайки шпилек поз.7 |
пневматический ключ |
5 |
4 |
установить все секции в сборе с валом на козлы |
подъёмный механизм |
5 |
5 |
Отвинтить болты вала |
ключ |
10 |
6 |
снять секции рабочих колёс с вала |
специальный съёмник |
15 |
7 |
Снять рабочее колесо с импеллером |
специальный съёмник |
5 |
7.8.1 Дефектация изношенных деталей центробежного насоса
При дефектации все детали разделяют на три группы:
годные, размеры деталей, которых лежат в пределах допускаемых величин. Их отправляют на сборку или склад готовых деталей;
негодные, восстановить которые невозможно или экономически нецелесообразно. Их отправляют на склад утиля;
подлежащие ремонту, износ и повреждение которых могут быть устранены.
В проекте для одной из подлежащих ремонту деталей, руководствуясь техническими требованиями, составляется «Карта технических требований на
дефектацию детали» с указанием способа установления дефекта, метода контроля,
контрольного инструмента и рекомендуемой технологии восстановления детали.
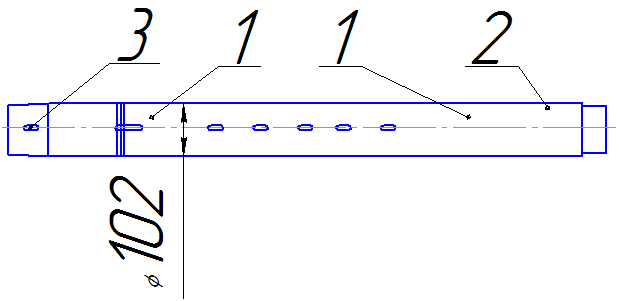
Таблица 7.3- карта технических требований на дефектацию вала
|
Деталь: вал Материал: Сталь 45Х ГОСТ 45 43-71
|
||||
Номер пози-ции на чертеже |
Возможные дефекты |
Способ установления и контроля инструментом |
Размеры, мм |
Рекомен-дуемый способ восстановле-ния |
|
По рабо-чему чертежу |
Допусти-мые без ремонта |
||||
1 |
Износ по Ø 102 мм, |
калибр, скоба Ø 102 |
Ø102-0,036 |
Ø 102 |
Наплавка, затем шлифование; |
2 |
искривление |
центровка |
|
|
правка |
3 |
Износ шпоноч-ной канавки |
нутромер |
|
|
Наплавка, фрезерование. |
7.8.2 Восстановление наплавкой изношенных деталей
При наплавке цементированной или закаленной детали её предварительно отжигают. Нагревание осуществляют до 900ºС, после того деталь должна медленно остыть. Отпуск уменьшает твердость стали, сопротивление размыву и предел упругости ,но зато увеличивается вязкость, что позволяет прочно наварить металл. После наплавки и механической обработки деталь можно вновь подвергнуть цементации и закалке для возращения ей прежней твердости. Наплавка – процесс нанесения расплавленного металла необходимого состава на поверхность деталей, нагретую до температуры плавления. При наплавке нанесенный слой металла прочно соединяется с основным металлом вследствие образования металлической связи. Наплавку применяют для восстановления размеров деталей и придания заданных свойств её поверхности путем правильного выбора химического состава и структуры наплавленного металла. Автоматическая вибродуговая наплавка основана на использовании тепла кратковременной электрической дуги, возникающей в момент разрыва цепи между вибрирующим электродом и наплавляющей поверхностью. Отличительной особенностью этого вида наплавки является возможность получения наплавленного слоя малой толщины 0,3 – 2,5 мм, охлаждение поверхности наплавки в результате прерывистого характера процесса, что позволяет значительно уменьшить нагрев детали, снизить в ней остаточные напряжения и предотвратить ее деформирование. В результате быстрого охлаждения наплавленный слой закаливается, становится твердым, износостойким. Вибродуговую наплавку применяют при восстановлении цилиндрических поверхностей деталей диаметром 15-80 мм, работающих при статических и небольших динамических нагрузках и имеющих симметричный износ до 2 мм на сторону.
Основными параметрами при вибродуговой наплавке являются: диаметр электродной проволоки, сила тока наплавки, напряжение, скорость подачи электродной проволоки, скорость наплавки, шаг наплавки, вылет электродной
проволоки, амплитуда колебаний электрода, расход охлаждающей жидкости. Диаметр электродной проволоки выбирают в зависимости от толщины наплавляемого слоя. При толщине слоя наплавки 1мм диаметр электродной проволоки составит 1,8мм.
Ток, А, определяется по его плотности:
I=πdпр2Iуд/4,
Где dпр – диаметр электродной проволоки, мм;
Iуд – удельная плотность тока, А/мм2(Iуд=50-75).
I=3,14×1,82/4×65=165А
Напряжение выбирают в зависимости от толщины слоя наплавки. При толщине слоя 1мм рекомендуется принимать напряжение от 12 до 15 В, принимаем равным 15 В. Скорость подачи электродной проволоки зависит от тока и диаметра проволоки и рассчитывается по формуле:
Vпр=4αнI/π dпр2γ,
Где αн=8-11, коэффициент наплавки, г/А*ч,
γ= 7,8 – плотность металла наплавочного валика, г/см3.
Vпр=4×10×165/3,14×1,×7,8=75 м/ч.
Скорость наплавки можно определить по формуле:
Vн=π×dпр2× Vпр×k/4hS,
Где k=0,85-0,9 – коэффициент перехода металла электродной проволоки в наплавленный металл, S – шаг наплавки, мм, определяется из соотношения
S=(1,6÷2,2) dпр.= 1,8×1,8=3,24 мм
Vн=3,14×1,82×75×0,87/4×2×3,24=25м/ч
Вылет электродной проволоки, мм:
lв=(5÷8) dпр=6×1.8=10.8мм
Амплитуда колебаний электрода, мм: А=(0,75÷1,0) dпр=0,85×1,8=1,53мм.