

Лабораторна робота № 2 вимірювання лінійних розмірів з використанням мікрометричних інструментів
(2 години)
Мета роботи – вивчити принцип дії, конструкції та метрологічні характеристики сучасних мікрометрів; вивчити правила виконання вимірювань мікрометрами та методику обробки результатів вимірювань; виконати вимірювання розмірів приладобудівних деталей мікрометром та опрацювати результати вимірювань.
Теоретичні відомості
В приладобудуванні та машинобудуванні для вимірювання з високою точністю лінійних розмірів найбільш відповідальних деталей використовують мікрометричні інструменти загального призначення: мікрометри, мікрометричні глибиноміри та нутроміри.
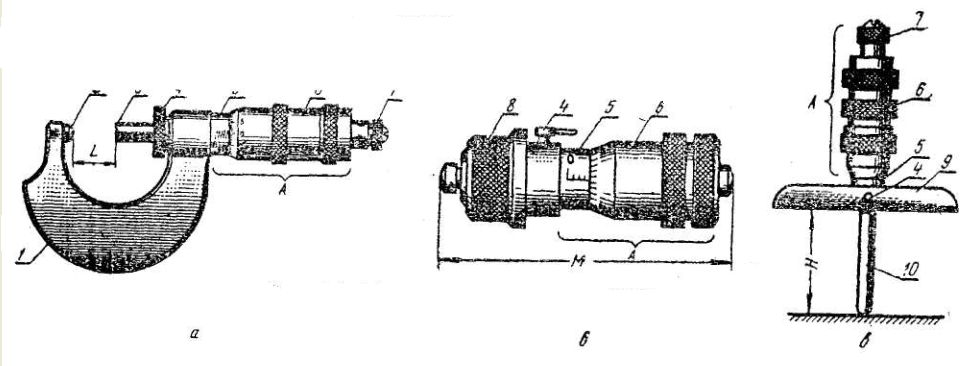
Рисунок 2.1 – Мікроінструменти: а – мікрометр, б – нутромір, в – глибиномір; 1 – скоба, 2 – тверда п’ята, 3 – рухома п’ята, 4 – тормозний пристрій, 5 – стебло, 6 – барабан, 7 –тріскачка, 8 – змінний наконечник, 9 – основа (траверса), 10 – змінний стрижень
Мікрометр типу МК (ГОСТ 6507-78) призначений для зовнішніх вимірювань лінійних розмірів. Технічні характеристики мікрометрів типу МК, які найчастіше використовуються в приладобудуванні наведені в табл.2.1.
Таблиця 2.1 – Технічні характеристики мікрометрів типу МК
Позначення |
Діапазон вимірювань, мм |
Ціна ділення, мм |
Межа допустимої похибки ЗВ, мм |
Розмір настановної міри, мм |
Клас точності |
МК-25 |
0…25 |
0,01 |
0,004 |
- |
2 |
МК-50 |
25…50 |
25 |
|||
МК-75 |
50…75 |
50 |
|||
МК-100 |
75…100 |
75 |
В машинобудуванні використовують мікрометри типу МК з верхньою межею вимірювання до 600 мм.
Робоче переміщення вимірювального мікрометричного гвинта у всіх мікрометрах типу МК складає 25 мм.
Конструкція мікрометрів типу МК наведена на рис.2.1:
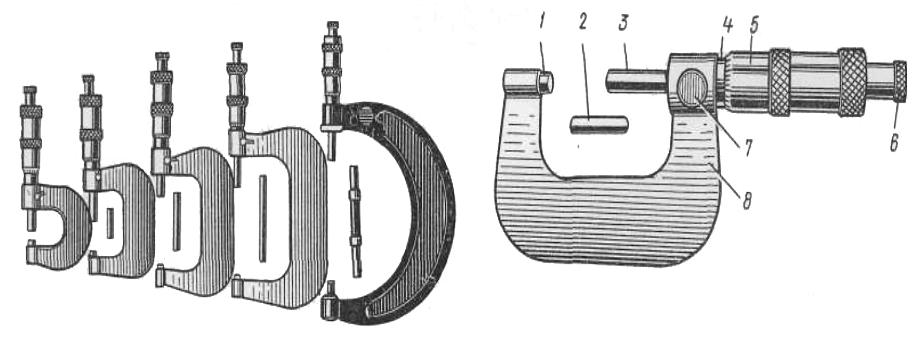
Рисунок 2.2 – Мікрометр типу МК: 1 – п’ята, 2 – настановна міра, 3 – мікрометричний гвинт, 4 - стебло, 5 – барабан, 6 – тріскачка, 7 – стопор, 8 – скоба
До мікрометрів з нижньою межею вимірювання 25 мм і більше надаються настановні міри для перевірки нульового положення.
Мікрометри з верхньою межею вимірювання більше 300 мм мають змінну або переміщувану п’яту для збільшення діапазону вимірювання до 100 мм.
На рис.2.3 наведена сучасна вдосконалена модель мікрометра типу МК. Даний мікрометр має зменшену величину межі допустимої похибки – 0,0025 мм, та 1 клас точності. Допустиме вимірювальне зусилля у мікрометрів типу МК складає 5…10 Н і забезпечується спеціальним механізмом – тріскачкою. Конструкції тріскачок показані на рис.2.4.

Рисунок 2.3 – Удосконалений мікрометр типу МК
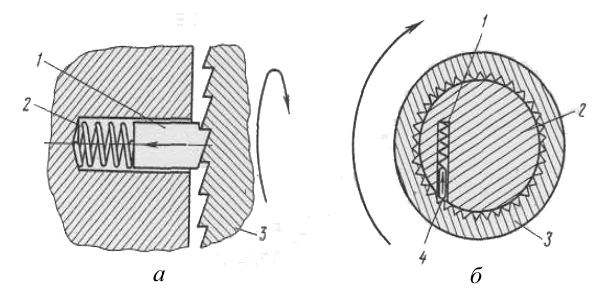
Рисунок 2.4 – Конструкції тріскачок: а – тріскачка з торцевими зуб’ями: 1 – штифт, 2 – пружина, 3 – храповик; б – тріскачка з зуб’ями на кільці: 1 – пружина, 2 – корпус, 3 – шліцьова втулка, 4 – штифт
Положення мікрометричного гвинта відносно скоби фіксується стопором. Конструкції стопорів показані на рис.2.5:

Рисунок 2.5 – Конструкції стопорів мікрометрів: а – з цанговим мікрогвинтом: 1 – мікрогвинт, 2 – розрізна гільза, 3 – гайка, 4 - скоба; б – з затискним гвинтом: 1 – мікрогвинт, 2 – скоба, 3 – стебло, 4 – втулка, 5 – затискний гвинт
В мікрометричних інструментах використовується високоточна гвинтова пара – мікрометричний гвинт (рис.2.6). Поздовжнє переміщення гвинта пропорційне кроку різьби (0,5 мм) та куту оберту гвинта.

Рисунок 2.6 – Гвинтова пара: 1 – стебло, 2 – різьбова втулка, 3 – мікрогвинт
Кут обертання гвинта відраховується по барабану (рис.2.7). Барабан поділено по колу на 50 рівних частин. При обертанні на одне ділення барабана 1 мікрометричний гвинт 2, який з’єднано з барабаном, переміщується вздовж вісі на 1/50 кроку різьби, тобто на величину = 0,5 мм : 50 = 0,01 мм, яка і є ціною ділення мікрометра.

Рисунок 2.7 – Барабан: 1 – барабан, 2 – мікрогвинт, 3 – різьбова втулка, 4 - стебло
В нульовому положенні мікрометри при дотику вимірювальних поверхонь між собою нульовий штрих барабану повинен співпадати з подовжнім штрихом стебла, а скіс барабану повинен відкривати нульовий штрих стебла (рис.2.8).
Якщо це не виконується, то перед початком вимірювань необхідно виконати встановлення мікрометра на нуль наступним чином: привести вимірювальні поверхні у дотик зусиллям тріскачки; закріпити мікрогвинт стопором; роз’єднати барабан з мікрогвинтом; обертаючи барабан, сумістити нульовий штрих барабану з подовжнім штрихом стебла; закріпити барабан та перевірити нульове положення.

Рисунок 2.8 – Нульове положення мікрометра
Читання показів мікрометра проводиться наступним чином (рис.2.9). Ціле число міліметрів і половину міліметра відраховують краєм скосу барабану по шкалі стебла. Соті долі міліметра визначають шляхом перемноження ціни ділення мікрометра = 0,01 мм на порядковий номер штриха барабану, який співпадає з продовжнім штрихом стебла.
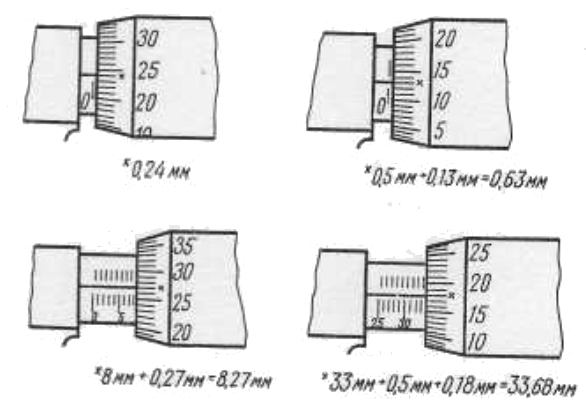
Рисунок 2.9 – Читання показів мікрометра
Результат одиничного вимірювання мікрометром записують наступним чином: L = 0,630 0,004 мм; L = 33,680 0,004 мм;
Мікрометр підвищеної точності типу МКПТ (ТУУ.33.2-30291682-002-2004) призначений для зовнішніх вимірювань лінійних розмірів. Технічні характеристики мікрометрів типу МКПТ наведені в табл.2.2.
Таблиця 2.2 – Технічні характеристики мікрометрів типу МКПТ
Позначення |
Діапазон вимірювань, мм |
Ціна ділення, мм |
Межа допустимої похибки ЗВ, мм |
Розмір настановної міри, мм |
Клас точності |
МКПТ-25 |
0…25 |
0,001 |
0,002 |
- |
1 |
МКПТ-50 |
25…50 |
25 |
|||
МКПТ-75 |
50…75 |
50 |
|||
МКПТ-100 |
75…100 |
75 |
На рис.2.10 наведена конструкція мікрометру типу МКПТ.

Рисунок 2.10 – Мікрометр типу МКПТ
В мікрометрах МКПТ зменшення ціни ділення до величини = 0,001 мм і межі допустимої похибки до величини 0,002 мм досягається шляхом введення додаткового ноніусу на 10 ділень для більш точного кута оберту барабану, який зв’язано з мікрометричним гвинтом.