

Уроки 19-20
Тема: Лужение и пайка
Соединение сваркой
Соединение пайкой
Оконцевание проводов и кабелей
ТБ при соединении и оконцевании жил проводов и кабелей
стр.106-117/1/
Цельнометаллическое соединение жил и проводов можно получить при помощи сварки, в результате которой при расплавлении концов жил возникают прочные связи между атомами соединяемых металлов. Главные условия хорошего качества сварки проводов — применение флюсов и обработка соединения до и после сварки.
Ф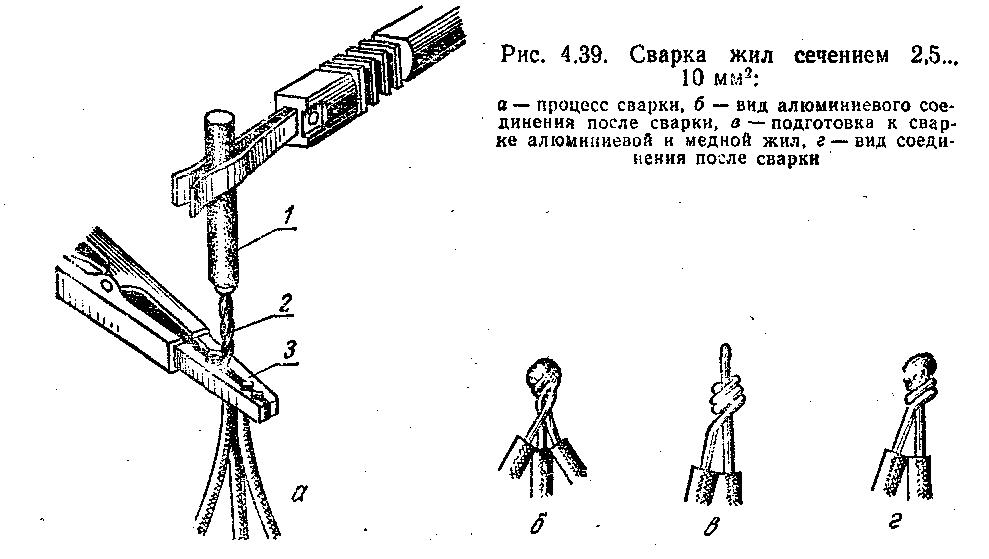 люс
ВАМИ представляет собой порошок из
смеси хлористого калия,
хлористого натрия, криолита (соединение
натрия, алюминия и фтора). Перед началом
сварочных работ из этого порошка
изготавливают пасту (9,8 Н (1 кг) порошка
и 0,3...0,4 л воды) в количестве, необходимом
для работы в течение дня. Непосредственно
перед сваркой флюс волосяной кисточкой
наносят тонким слоем на жилы. В процессе
сварки он быстро плавится, покрывая
жидкой пленкой поверхность металла
(чем защищает последний от окисления),
а после охлаждения образует твердую
корку шлака. Кроме флюса ВАМИ, иногда
применяют алюминиевые флюсы марки АФ.
люс
ВАМИ представляет собой порошок из
смеси хлористого калия,
хлористого натрия, криолита (соединение
натрия, алюминия и фтора). Перед началом
сварочных работ из этого порошка
изготавливают пасту (9,8 Н (1 кг) порошка
и 0,3...0,4 л воды) в количестве, необходимом
для работы в течение дня. Непосредственно
перед сваркой флюс волосяной кисточкой
наносят тонким слоем на жилы. В процессе
сварки он быстро плавится, покрывая
жидкой пленкой поверхность металла
(чем защищает последний от окисления),
а после охлаждения образует твердую
корку шлака. Кроме флюса ВАМИ, иногда
применяют алюминиевые флюсы марки АФ.
После сварки место соединения очищают проволочной щеткой от остатков флюса и шлаков и промывают бензином (применять воду для этой цели не разрешается), затем густо покрывают влагостойким лаком (глифталевым, асфальтовым, эмалевым) и обматывают 2...3 слоями изоляционной ленты с покрытием каждого слоя тем же лаком (обмотка должна перекрывать заводскую изоляцию провода).
Для соединения проводов можно использовать три вида сварки: контактную, газовую и термитную.
При контактной сварке алюминиевых жил 2 (рис. 4.39, а) сечением 2,5... 10 мм2 последние освобождают от изоляции на участке длиной 25...30 мм, зачищают до металлического блеска, скручивают вместе и покрывают тонким слоем флюса на участке длиной 5...6 мм от конца скрутки. Вертикально расположенную скрутку закрепляют в зажиме 3, к торцам жил прижимают угольный электрод 1. Под действием напряжения 9... 12 В (подается от понижающего сварочного трансформатора мощностью примерно 0,5 кВА) в месте контакта торцов жил и угольного электрода выделяется большое количество тепла, алюминий расплавляется, образуя сварной шарик (рис. 4.39, б), обеспечивающий малое сопротивление контакта.
Температура плавления меди почти в два раза выше, чем алюминия. Поэтому перед сваркой алюминиевого и медного проводов вокруг медной жилы, зачищенной на участке длиной 50...60 мм, навивают алюминиевую жилу, зачищенную на участке длиной 25...30 мм (рис. 4.39, в). При сварке сначала плавится медный стержень, затем алюминиевый. Сварку продолжают до тех пор, пока выступающий конец медной жилы и 1...2 витка алюминиевой не расплавятся, образовав сварной шарик (рис. 4.39, г).
К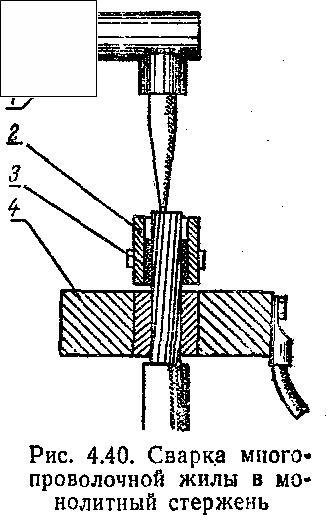 онтактную
сварку многопроволочных алюминиевых
жил сечением
16...240 мм2
проводят в два этапа. Вначале сплавляют
в общий монолитный стержень (рис.
4.40) отдельные проволоки жилы. Для этого
на участке длиной 60...75 мм с жилы снимают
изоляцию, плоскогубцами ослабляют
скрутку проволок (секторным жилам
придают круглую форму), жилу протирают
бензином и наматывают на нее бандаж
3 из
асбестового шнура на длине 5...6 мм. На
жилу надевают стальную цилиндрическую
форму 2, внутренние стенки которой
предварительно покрывают тонким слоем
мела или кокильной
краски.
На ней винтовым зажимом крепят охладитель
4,
соединенный
с зажимом сварочного трансформатора.
Охладитель предназначен для подключения
места сварки к трансформатору и для
отвода тепла, которое, распространяясь
по жиле, может привести к порче
изоляции на большом участке провода.
Второй зажим трансформатора соединен
с электродержателем 1. Торец жилы
смазывают флюсом и плотно прижимают к
нему угольный электрод. После появления
очага расплавленного металла электрод
медленно перемещают по форме, расплавляя
все проволоки и перемешивая расплав.
Для заполнения формы расплавленным
металлом доверху в нее окунают
алюминиевый присадочный пруток. После
охлаждения жилы форму и охладитель
снимают, жилу очишают от остатков флюса
и шлака. Такую же операцию производят
и со второй жилой.
онтактную
сварку многопроволочных алюминиевых
жил сечением
16...240 мм2
проводят в два этапа. Вначале сплавляют
в общий монолитный стержень (рис.
4.40) отдельные проволоки жилы. Для этого
на участке длиной 60...75 мм с жилы снимают
изоляцию, плоскогубцами ослабляют
скрутку проволок (секторным жилам
придают круглую форму), жилу протирают
бензином и наматывают на нее бандаж
3 из
асбестового шнура на длине 5...6 мм. На
жилу надевают стальную цилиндрическую
форму 2, внутренние стенки которой
предварительно покрывают тонким слоем
мела или кокильной
краски.
На ней винтовым зажимом крепят охладитель
4,
соединенный
с зажимом сварочного трансформатора.
Охладитель предназначен для подключения
места сварки к трансформатору и для
отвода тепла, которое, распространяясь
по жиле, может привести к порче
изоляции на большом участке провода.
Второй зажим трансформатора соединен
с электродержателем 1. Торец жилы
смазывают флюсом и плотно прижимают к
нему угольный электрод. После появления
очага расплавленного металла электрод
медленно перемещают по форме, расплавляя
все проволоки и перемешивая расплав.
Для заполнения формы расплавленным
металлом доверху в нее окунают
алюминиевый присадочный пруток. После
охлаждения жилы форму и охладитель
снимают, жилу очишают от остатков флюса
и шлака. Такую же операцию производят
и со второй жилой.
Затем начинают второй этап сварки—соединение двух оплавленных жил (рис. 4.41). Оплавленные стержни 4 смазывают флюсом и укладывают в открытую желобчатую стальную форму 3, покрытую изнутри слоем мела (между торцами должен быть зазор, равный полудиаметру жилы). На голые участки обеих жил между асбестовым бандажом и торцом формы накладывают и закрепляют охладители 5, соединенные с одним из зажимов сварочного трансформатора. После этого угольным электродом 2 оплавляют концы стержней. Когда на дне формы начинает скапливаться расплавленный металл, в него вводят присадочный пруток 1, расплавляя его до тех пор, пока зазор между торцами не будет заполнен. Если в процессе охлаждения в месте сварки появилась раковина, ее заполняют присадочным алюминием, предварительно оплавив края. Готовое соединение напильником очищают от шлака и флюса, придают ему круглую форму, затем покрывают лаком и изолируют.
Газовую сварку алюминиевых проводов проводят, так же, как и контактную, отличие заключается лишь в источнике тепла и конструкции охладителей.
С оединение
и ответвление алюминиевых жил проводят
также способом термитной
сварки.
Термит — механическая смесь железной
окалины, алюминиевого порошка и мелких
частиц железа. Эту смесь спрессовывают,
получая муфель, в который вставляют
кокиль — сплошную или с продольной
щелью стальную трубку. Муфель с
кокилем (иногда и без него) образуют
термитный патрон. При зажигании термитной
спичкой муфель воспламеняется и горит
с температурой 3500...4000 °С, которую
используют для сварки.
оединение
и ответвление алюминиевых жил проводят
также способом термитной
сварки.
Термит — механическая смесь железной
окалины, алюминиевого порошка и мелких
частиц железа. Эту смесь спрессовывают,
получая муфель, в который вставляют
кокиль — сплошную или с продольной
щелью стальную трубку. Муфель с
кокилем (иногда и без него) образуют
термитный патрон. При зажигании термитной
спичкой муфель воспламеняется и горит
с температурой 3500...4000 °С, которую
используют для сварки.
Д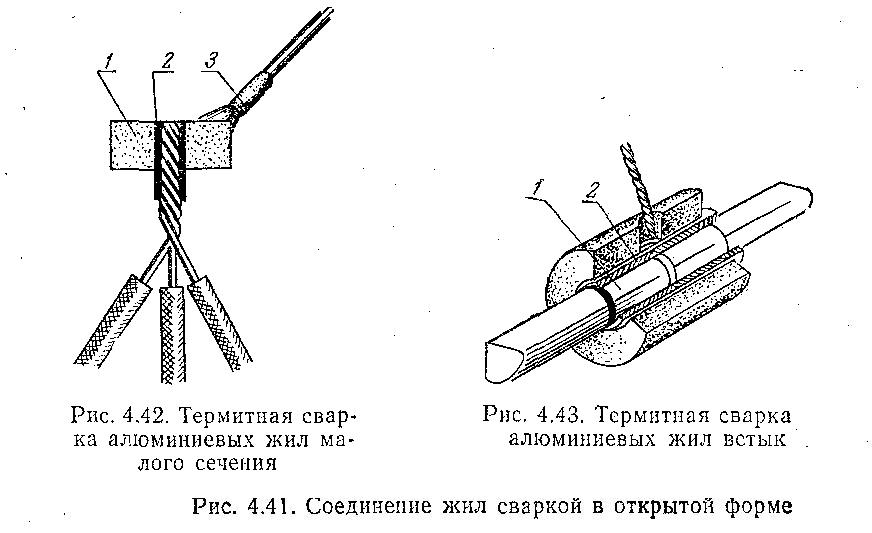 ля
термитной сварки алюминиевых жил
сечением до 10 мм2
используют
термитные патроны АТО. Перед сваркой
на участке длиной 30...35 мм с проводов
снимают изоляцию, жилы зачищают до
блеска и скручивают (рис. 4.42). На скрутку
надевают термитный патрон 1
так, чтобы
торцы жил располагались заподлицо с
верхним краем кокиля 2.
(Если кокиль
на проводах сидит неплотно, скрутку
следует ослабить или добавить в жилу
несколько алюминиевых проволок.) При
суммарном сечении проводов 26 мм2
и более торец скрутки покрывают флюсом
ВАМИ. Затем устанавливают защиту
изоляции проводов и поджигают муфель
термитной спичкой 3.
Когда алюминий
в кокиле расплавится, его перемешивают
стальной мешалкой для удаления пленки
окиси. По окончании сварки обкалывают
шлак сгоревшего муфеля, снимают кокиль
и асбестовую подмотку, место сварки
зачищают и изолируют. (Если при сварке
применялся флюс, то перед изолированием
соединение следует покрыть лаком.)
ля
термитной сварки алюминиевых жил
сечением до 10 мм2
используют
термитные патроны АТО. Перед сваркой
на участке длиной 30...35 мм с проводов
снимают изоляцию, жилы зачищают до
блеска и скручивают (рис. 4.42). На скрутку
надевают термитный патрон 1
так, чтобы
торцы жил располагались заподлицо с
верхним краем кокиля 2.
(Если кокиль
на проводах сидит неплотно, скрутку
следует ослабить или добавить в жилу
несколько алюминиевых проволок.) При
суммарном сечении проводов 26 мм2
и более торец скрутки покрывают флюсом
ВАМИ. Затем устанавливают защиту
изоляции проводов и поджигают муфель
термитной спичкой 3.
Когда алюминий
в кокиле расплавится, его перемешивают
стальной мешалкой для удаления пленки
окиси. По окончании сварки обкалывают
шлак сгоревшего муфеля, снимают кокиль
и асбестовую подмотку, место сварки
зачищают и изолируют. (Если при сварке
применялся флюс, то перед изолированием
соединение следует покрыть лаком.)
Соединение алюминиевых жил кабелей сечением 16 мм2 термитной сваркой (рис. 4.43) производят встык, используя термитный патрон типа А, в котором кокильная гильза имеет продольную щель, а муфельная масса и кокиль — литниковое отверстие. Жилы кабеля подготавливают к сварке. Изоляцию снимают па участке длиной 50... 120 мм, на торцы многопроволочных жил надевают колпачки 1 (на секторные однопроволочные жилы в этом случае надевают специальные втулки). Жилы с колпачками вводят в кокиль 2, а зазоры между кокилем и жилами уплотняют асбестом. Когда термит начинает гореть, в литниковое отверстие вводят присадочный пруток. В конце сварки мешалкой, помещенной в литниковое отверстие, делают несколько плавных круговых движений для выпуска газов и шлаков. После сварки скалывают остатки муфеля, концом отвертки расширяют щель между кромками кокиля и снимают его. Затем удаляют литниковый прилив и сглаживают все неровности соединения. Обработку и изоляцию соединения выполняют по правилам монтажа соединительных кабельных муфт.
2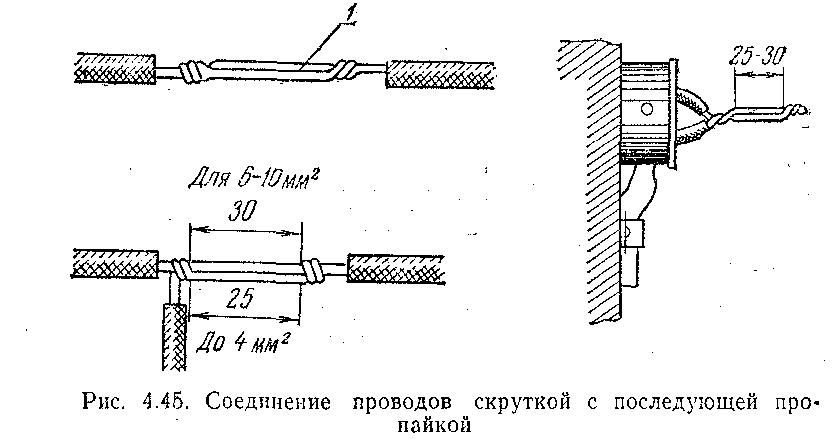 .
При паянии
токопроводящих жил частицы расплавленного
металла припоя проникают в нагретый
металл жил, надежно соединяя их. Такое
соединение может быть получено только
при правильном
выборе припоя и флюса и тщательной
подготовке поверхностей
спаиваемых жил. Преимущество ее перед
сваркой в том, что она не требует
расплавления жил, к недостаткам относится
большой расход дорогостоящих припоев
и флюсов.
.
При паянии
токопроводящих жил частицы расплавленного
металла припоя проникают в нагретый
металл жил, надежно соединяя их. Такое
соединение может быть получено только
при правильном
выборе припоя и флюса и тщательной
подготовке поверхностей
спаиваемых жил. Преимущество ее перед
сваркой в том, что она не требует
расплавления жил, к недостаткам относится
большой расход дорогостоящих припоев
и флюсов.
Пайку медных жил сечением до 10 мм2 производят следующим образом. После снятия изоляции жилы зачищают до блеска и скручивают двойной скруткой так, как показано на рис. 4.45. При этом длина желобка / между рядом расположенными жилами должна быть не менее 20 мм для жил сечением до 4 мм2 и не менее 30 мм для жил сечением 6 и 10 мм2. После скрутки удаляют остатки пленки окиси с помощью флюса (порошок канифоли или раствор канифоли в спирте). Соляную кислоту использовать в качестве флюса нельзя — она разрушает не только пленку окиси, но и основной металл. После выполнения всех предварительных операций скрутку нагревают до температуры плавления припоя (ПОС-30 или ПОС-40 — припой оловянисто-свинцовый с 30 или 40% олова) — около 250 °С.
Пайку медных проводов сечением 16...240 мм2 выполняют в медных гильзах, имеющих отверстие на цилиндрической поверхности. После снятия изоляции, зачистки и обработки флюсом концы жил вводят с двух сторон в гильзу и уплотняют асбестовой подмоткой, препятствующей вытеканию припоя. На жилы надевают стальные экраны. Когда при нагреве температура гильзы достигнет нужной величины, в ее отверстие вводят пруток припоя и плавят его до полного заполнения гильзы.
Для пайки проводов больших сечений используют высокопроизводительный метод полива. Он заключается в том, что залуженные концы жил вводят в залуженную изнутри гильзу, а затем стальной ложкой в отверстие гильзы заливают припой, предварительно расплавленный в специальной кастрюле с газовым или электрическим подогревом.
Технология пайки алюминиевых проводов малых сечений такая же, как и медных сечением до 10 мм2, различие лишь в марках припоев и флюсов.
Для пайки алюминиевых проводов сечением до 10 мм2 применяют флюсы ВАМИ или АФ и специальные припои (чаще всего припой марки А, состоящий из олова, цинка и меди).
П айка
многопроволочных алюминиевых проводов
сечением 16...240 мм2
требует
предварительного облуживания всех
проволок жилы. Для этого освобожденный
от изоляции конец провода разделывают
так (рис. 4.46), чтобы центральная проволока
и последующие повивы образовывали
ступеньки длиной 10 мм, а последний,
наружный повив — 40 мм. На край изоляции
наматывают бандаж из асбестового
шпура, жилу смазывают флюсом и нагревают
до температуры плавления припоя. Затем
прутком сильно натирают всю ступенчатую
разделку, снимая окись пленки и покрывая
айка
многопроволочных алюминиевых проводов
сечением 16...240 мм2
требует
предварительного облуживания всех
проволок жилы. Для этого освобожденный
от изоляции конец провода разделывают
так (рис. 4.46), чтобы центральная проволока
и последующие повивы образовывали
ступеньки длиной 10 мм, а последний,
наружный повив — 40 мм. На край изоляции
наматывают бандаж из асбестового
шпура, жилу смазывают флюсом и нагревают
до температуры плавления припоя. Затем
прутком сильно натирают всю ступенчатую
разделку, снимая окись пленки и покрывая
проволоки жилы слоем припоя. Быстрее и эффективнее эту операцию можно произвести, если одновременно с прутком натирать жилу стальной кисточкой. Облуженные жилы 4 (рис. 4.47) укладывают в разъемную металлическую форму 3 так, чтобы их центральные проволоки соприкасались. Перед этим в местах входа в форму на жилы накладывают асбестовое уплотнение 2, внутреннюю поверхность формы покрывают мелом. Когда обе половины формы собраны и закреплены проволочными бандажами, на жилы надевают экраны 1 и направленным пламенем нагревают среднюю часть формы. В литниковое отверстие вводят пруток припоя, который, расплавляясь, заполняет форму до верха отверстия. Одновременно стальной мешалкой перемешивают припой и удаляют шлаки. После охлаждения экраны и обе половины муфты снимают, соединение покрывают лаком и изолируют.
Таким же образом можно соединять медные жилы с алюминиевыми, причем ступенчатую разделку медной жилы облуживают припоем ПОС-60, а алюминиевой — припоем А.