

Лабораторная работа химико-термическая обработка.
Цель работы: Выбор оптимального состава материала и режимов упрочняющей обработки в соответствие с требованиями к типовым деталям машин, натурные и эксплуатационные испытания с целью выбора материалов для изготовления деталей для конкретных условий работы.
Цементация, азотирование, цианирование, диффузионная металлизация.
Шестерни и зубчатые колеса с применением цементации, закалки и низкого отпуска
1. Общие сведения
Химико-термической обработкой называют поверхностное насыщение стали соответствующим элементом (например, углеродом, азотом, алюминием, хромом и др.) путем его диффузии в атомарном состоянии из внешней среды при высокой температуре. Химико-термическая обработка заключается в нагреве изделия до заданной температуры в твердой, газовой или жидкой среде, легко выделяющей диффундирующий элемент в атомарном состоянии, выдержке при этом температуре и последующем охлаждении. В отличие от термической обработки химико-термическая обработка меняет не только структуру, но и химический состав поверхностных слоев, что позволяет в более широких пределах изменять его свойства.
Процесс химико-термической обработки состоит из трех элементарных стадий:
1) выделения диффундирующего элемента в атомарном состоянии благодаря реакциям, протекающим во внешней среде; 2) контактирования атомов диффундирующего элемента с поверхностью стального изделия и проникновения (растворения) в решетку железа (адсорбция); 3) диффузии атомов насыщающего элемента в глубь металла.
Глубина проникновения (диффузии) зависит от температуры и продолжительности насыщения, а также от концентрации диффундирующего элемента на поверхности (рис. 1).
Толщина диффузионного слоя у в зависимости от продолжительности процесса т при данной температуре обычно выражается параболической зависимостью (рис. 1, а). Следовательно, с течением времени скорость увеличения толщины слоя непрерывно уменьшается (см. рис. 1, а). Толщина диффузионного слоя при прочих равных условиях тем больше, чем выше концентрация диффундирующего элемента на поверхности металла (рис. 1, б).
Концентрация диффундирующего элемента на поверхности зависит от активности окружающей среды, обеспечивающей приток атомов этого элемента к поверхности, скорости диффузионных процессов, приводящих к переходу этих атомов в глубь металла, состава обрабатываемого металла, состава и структуры образующих фаз. Повышение температуры увеличивает скорость диффузии. Поэтому глубина диффузионного слоя, образующегося за данный отрезок времени, сильно возрастает с повышением температуры процесса (рис. 1, в).
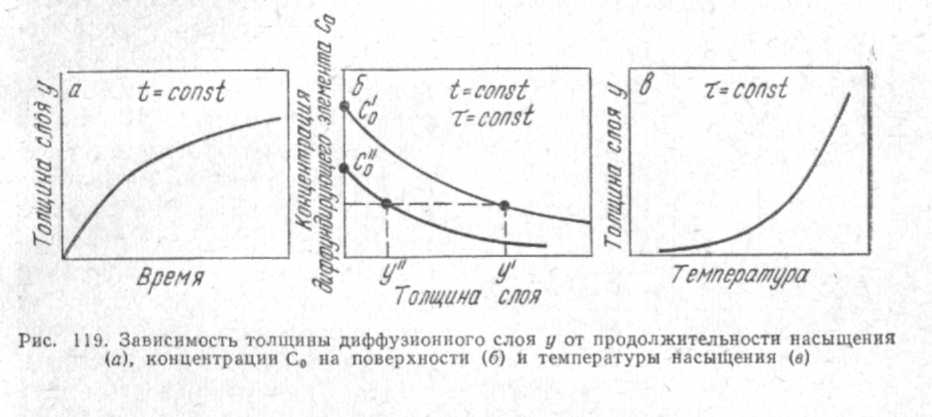
Рис. 1 Зависимость толщины диффузионного слоя у от продолжительности насыщения (а), концентрации С0 на поверхности (б) и температуры насыщения (в)
2. Химико-термическая обработка стали
2.1 Цементация
Цементацией называется процесс насыщения поверхности стальных деталей углеродом.
Диффузия углерода в сталь возможна, если углерод находится в атомарном состоянии, получаемом, например, диссоциацией газов, содержащих углерод (СО, СН4 и др.). Атомарный углерод адсорбируется поверхностью стали и диффундирует в глубь ее.
Цементация производится при температуре выше точки АСз, когда сталь находится в аустенитном состоянии, обычно при температуре 920—930°С. Для существенного сокращения продолжительности процесса применяют высокотемпературную цементацию при 980—1050°С. Этот метод увеличивает производительность в 2—4 раза.
Для цементации используют как углеродистые, так и легированные стали с содержанием углерода от 0,1 до 0,3%. Степень насыщения поверхности углеродом — до 0,8-1,1%.
Различают три вида цементации: твердую, газовую и жидкостную.
Для цементации деталей в твёрдом карбюризаторе их упаковывают в ящики и засыпают карбюризатором, который состоит из смеси древесного угля (60-90%) и углекислых солей BaCO3 (40-10%) (рис.2). После упаковки ящики закрывают крышкой, обмазывают шамотной глиной, просушивают и устанавливают в печь.

Рис. 2 Схема расположения деталей в цементационном ящике: 1 – карбюризатор; 2 – контрольный образец – “свидетель”
Благодаря ряду преимуществ перед цементацией в твёрдом карбюризаторе газовая цементация нашла широкое применение на заводах массового и мелкосерийного производства.
Процесс газовой цементации впервые был предложен П.П. Аносовым в 30-х годах прошлого века.
Газовая цементация осуществляется нагревом стальных изделий в среде углеродосодержащих газов. В качестве карбюризатора применяют природный газ (СН4), а также пропан-бутановые смеси, подвергнутые специальной обработке. Часто используют жидкие карбюризаторы (керосин грозненского месторождения, синтин и др.), подаваемые в печь каплями.
Для получения заданной концентрации углерода в поверхностном слое и светлой поверхности деталей применяется эндотермический газ (сокращённо эндогаз). Контролируемая эндотермическая атмосфера получается частичным сжиганием природного газа или другого газообразного углеводорода в специальном генераторе.
Химизм процесса газовой цементации сводится в основном к диссоциации метана (СН4→2Н2+Сат) и окиси углерода (2СО→СО2+ Сат).
Жидкостная цементация осуществляется в соляной ванне следующего состава: 75—80% Na2СО3, 10—15% Na2Cl и 6—10% SiC (карборунд). Этот состав был предложен в 1935 г. С. С. Штейнбергом. Процесс ведется при температуре 850—860°С, скорость науглероживания 0,12—0,15 мм/ч. Добавление в ванну хлористого аммония (NH4C1) позволяет интенсифицировать процесс.
Основным преимуществом жидкостной цементации в соляных ваннах является быстрота, равномерность нагрева и возможность непосредственной закалки обрабатываемых деталей из соляной ванны.
После цементации детали необходимо подвергать термической обработке — закалке и отпуску.
Наиболее часто после цементации, особенно при обработке наследственно мелкозернистых сталей, применяют закалку выше точки Ас1 (820—850°С). Это обеспечивает измельчение зерна цементованного слоя и частичную перекристаллизацию и измельчение зерна сердцевины. После газовой цементации сталей типа 18ХГТ, 18ХГТЦ и других с наследственным мелким зерном применяют закалку непосредственно из цементационной печи после подстуживания до температуры 840—860°С и охлаждают в горячем масле с температурой 160—180°С.
Для сталей типа 20Х2Н4А и 18Х2Н4ВА после цементации проводят высокий отпуск, затем закалку.
После цементации в твердом карбюризаторе иногда применяют двойную закалку и отпуск. Первую закалку (или нормализацию) с нагревом до температуры 880— 900°С проводят для устранения перегрева и цементитной сетки в упрочненном слое. Вторая закалка проводится в воде или масле (в зависимости от марки стали) с 770—830°С для устранения перегрева цементованного слоя и придания ему высокой твердости.
Во всех случаях после закалки производят низкий отпуск при температуре 160—200°С.
Структура цементованного слоя после термической обработки состоит из мелкоигольчатого мартенсита, иногда с включениями избыточного цементита и остаточного аустенита.
Твердость поверхностного цементованного слоя после термической обработки HRC 58—64.
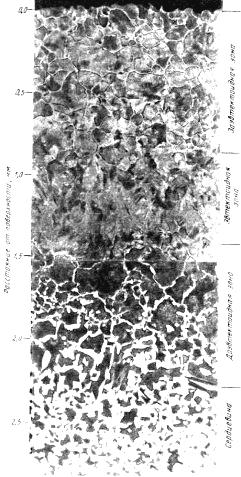

Pиc. 3. Mикpocтpyктypa цeмeнтиpoвaннoгo слоя пocлe медленнoгo oxлаждения
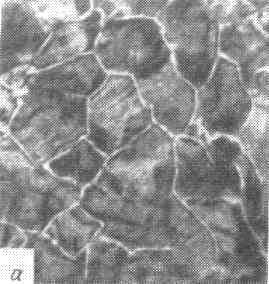
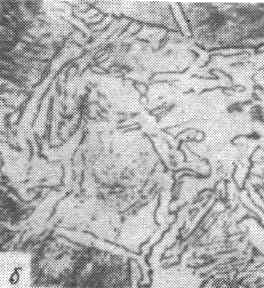
Рис. 4. Микроструктура заэвтектоидного слоя, × 500:
а – нормальная; б – анормальная
Типичные режимы термической обработки показаны на рис. 5.
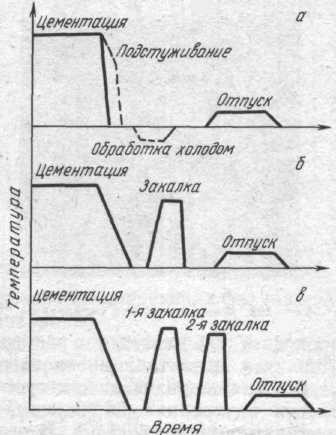
Рис. 5. Режимы термической обработки цементированных деталей
Обычно закалку производят с цементационного нагрева, иногда после некоторого подстуживания и обработки холодом (рис. 5, а). Хотя этот режим самый экономичный в смысле продолжительности процесса и расхода топлива, он сохраняет крупнозернистость поверхностного слоя и сердцевину, зерно аустенита выросло в процессе длительного нагрева при цементации.
Поэтому когда к цементованным изделиям предъявляют повышенные требования в отношении механических свойств после цементации, охлаждение производят медленное и затем дается закалка с повторного нагрева (рис. 5, б) или даже двойная закалка (первая выше Ас3 для сердцевины, вторая выше Ас1 для поверхности (рис. 5, в). Многочисленные нагревы вызывают изменение размеров, поэтому, если термическая обработка дается по режимам на рис. 5, б или на рис. 5, в, цементированные изделия должны проходить шлифовку («под размер»), что обычно не делается в случае закалки с цементационного нагрева.
Если цементировали слабо прокаливающуюся углеродистую сталь, то структура сердцевины цементируемой углеродистой стали независимо от режима обработки состоит из перлита и феррита, отличающихся разным размером зерна (мелкозернистая в случае двойной обработки, более крупнозернистая – при одинарной, рис. 6, а, б).
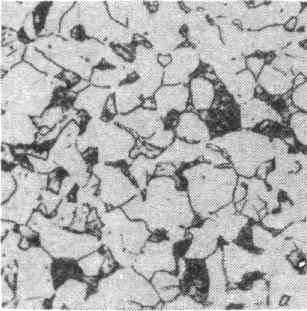
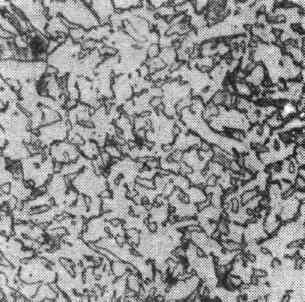
Рис. 6. Микроструктура сердцевины цементированной углеродистой стали,
феррит + перлит, × 250:
а – закалка непосредственно после цементации;
б – закалка после регенерации зерна
В сердцевине цементированной детали из легированной глубоко-прокаливающейся стали образуется мартенсит (рис. 7). Ввиду низкого содержания углерода в таком мартенсите он не обладает хрупкостью.
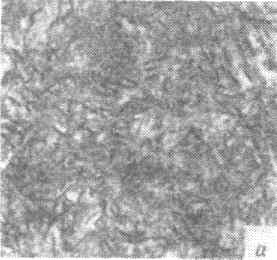

Рис. 7. Микроструктура сердцевины цементированной
легированной стали, × 250
Во всех случаях цементированные детали после закалки для снятия внутренних напряжений подвергают отпуску при низкой температуре (150–200°С).
В результате такой обработки (закалка + низкий отпуск) поверхность должна иметь твердость 58–62 HRC, а сердцевина – 25–35 HRC для легированных и менее <20 HRC для углеродистых сталей.