

6.4. Стандартизация обозначения допусков форм и расположения поверхностей.
Допуски формы и расположения поверхностей в соответствии с ГОСТ2.308 – 79 указываются на чертежах одним из двух способов:
условным обозначением;
текстом в технических требованиях.
Применяемые условные обозначения допусков формы и расположения на чертежах приведены в таблице.
Группа допусков |
Вид допуска |
Условное обозначение |
Допуски формы |
Допуск прямолинейности |
|
Допуск плоскостности |
|
|
Допуск цилиндричности |
|
|
Допуск круглости |
|
|
Допуск профиля продольного сечения |
|
|
Допуски расположения |
Допуск перпендикулярности |
|
Допуск параллельности |
|
|
Допуск наклона |
|
|
Допуск соосности |
|
|
Допуск пересечения осей |
|
|
Допуск симметричности |
|
|
Позиционный допуск |
|
|
Суммарные допуски формы и расположения |
Допуск радиального биения |
|
Допуск торцового биения |
|
|
Допуск биения в заданном направлении |
|
|
Допуск полного радиального биения |
|
|
Допуск полного торцового биения |
|
|
Допуск формы заданного профиля |
|
|
Допуск заданной поверхности |
|
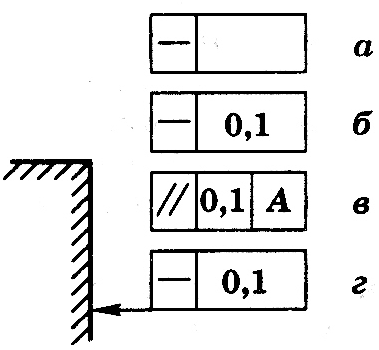
Знак и числовое значение допуска или обозначение базы вписывают в рамку допуска, разделенную на два или три поля, в следующем порядке (слева направо):
в первом поле приводят знак допуска (а);
во вором поле вписывают числовое значение допуска в миллиметрах (б);
в третьем поле, при необходимости, вписывают буквенное обозначение базы (в);
рамки допуска вычерчивают сплошными тонкими линиями или линиями одинако
вой толщины с цифрами (г).
Числовое значение допуска формы и расположения поверхностей выбирается по
ГОСТ 24643 – 81.
0,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8
1 1,2 1,6 2 2,5 3 4 5 6 8
10 12 16 20 25 30 40 50 60 80
100 120 160 200 250 300 400 500 600 800
1000 1200 1600 2000 2500 3000 4000 5000 6000 8000
10 000 12 000 16 000
Как правило, отклонения формы поверхностей должны допускаться в пределах поля допуска на неточность изготовления размера поверхностей. Это упрощает изготовление и контроль деталей, снижает их стоимость.
Ограничения величин отклонений формы допускаются для валов и отверстий под шарикоподшипники, направляющих высокой точности и других особо ответственных поверхностей, к которым предъявляются повышенные требования в отношении износостойкости и точности фиксации.
7. ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ.