

Структура комплекса
Определим количество станков (n) необходимых для выполнения заданной годовой программы (А = 4000 шт) при годовом фонде времени Fг = 4000 часов по формуле
где Кн = 1,1 - коэффициент выполнения нормы (Кн=1,0…1,2)
60 - переводной коэффициент минут в часы.
Тшт-к - штучно-калькуляционное время определяем по формуле
где nз - размер партий деталей, запускаемых производство.
В
нашем случае nз=А=4000,
следовательно величина
![]() - ничтожна мала, по сравнению с Тшт,
поэтому Тшт-к
Тшт. (Тшт-к = 32+ +
- ничтожна мала, по сравнению с Тшт,
поэтому Тшт-к
Тшт. (Тшт-к = 32+ +![]() =32,003
мин).
=32,003
мин).
Количество токарных станков
![]() ,
,
принимаем nТ = 1
Количество долбежных станков
![]()
принимаем nд = 1.
Количество расточных станков
![]()
принимаем nр = 2.
Исходя из конструкции, исполнения и сервисной зоны, работа Бриг-10, а также учитывая габаритные размеры станков и размеры их рабочей зоны, принимаем многомодульную структуру РТК (рис.3).

Рисунок 3 - Многомодульный РТК для производства деталей типа "полумуфта"
Для связи модулей выбираем тактовый стол модели СТ150:
грузоподъемность позиции - 10 кг
число позиций - 24
Габариты стола:
длина - 2250 мм
ширина - 650 мм
высота - 300-365 мм
Планировка комплекса
РТК для производства деталей типа "полумуфта" представляет собой комплекс, включающий токарный модуль, долбежный модуль и расточной участок, связанные между собой роботами, тактовым столом и магазином- накопителем, автономно функционирующий и объединенный единой системой управления (рис.4).
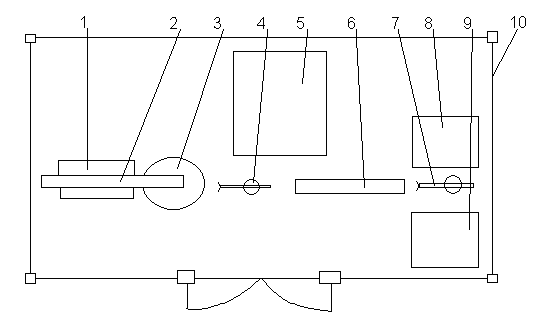
Рисунок 4 - Планировка РТК (масштаб 1:100):
Токарно-револьверный станок с ЧПУ мод. 1В340Ф30;
ПР мод. М20Ц;
Магазин - накопитель;
ПР мод. "Бриг - 10"
Долбежный станок мод. 7М430;
Тактовый стол мод. СТ150;
ПР "Бриг - 10";
8,9 Расточные станки с ЧПУ мод. 243В МФ 2;
10 Ограждение.
Алгоритм работы комплекса
РТК работает следующим образом (рис. 4). Заготовки загружают в магазин - накопитель, представляющий собой объединенный вход - выход в РТК. Робот 2 осуществляет загрузку токарного станка 1 из магазина - накопителя, выгрузку обработанных изделий и укладку их в тот же магазин. Робот 4 осуществляет загрузку долбежного станка 5 из магазина - накопителя, выгрузку полуфабрикатов и укладу на тактовый стол 6. С помощью тактового стола изделия передаются на участок расточных операций. Здесь с помощью робота 7 изделия загружаются в расточные станки 8 и 9 и выгружаются обратно на тактовый стол. С тактового стола готовые детали передаются роботом 4 на позицию входа - выхода в РТК.Пример построения циклограммы ГПМ приведен на рис.5.

Рисунок 5 – Циклограмма загрузки роботом заготовки из накопителя в станок
Пример построения временной диаграммы работы комплекса приведен на рисунке 6

Рисунок 6 – Временная диаграмма работы РТК
КОНТРОЛЬНЫЕ ЗАДАНИЯ
РТК 1
Задание к ртк №1
Разработать гибкий производственный комплекс механической обработки деталей типа "стакан".
Исходные данные:
1. Чертеж детали-типопредставителя.
2. Маршрутно-технологические карты.
3. Годовая программа выпуска деталей.
4. Годовой фонд времени.
Перечень вопросов, которые нужно раскрыть:
1. Анализ технологического процесса детали-представителя, выбор структуры комплекса.
2. Выбор основного технологического и вспомогательного оборудования, а также промышленных роботов. Расчет количества станков при двухсменной работе комплекса.
3. Обосновать и построить линейную или кольцевую планировку комплекса.
4. Рассчитать и построить траектории манипулирования захвата робота относительно оборудования комплекса в трех координатах.
5. Рассчитать время, затрачиваемое роботом для выполнения операций по загрузке-разгрузке и перемещению между станков.
6. Рассчитать и разработать циклограммы работы оборудования комплекса в установившемся режиме.
7. Составить алгоритм работы комплекса и разработать управляющую программу для системы управления модулем РТК.
8. Рассчитать и разработать диаграмму работы оборудования комплекса в установившемся режиме.
9. Определить такт выпуска деталей в комплексе.
Условия производственных ситуаций
Название показателя |
Вариант
|
|||||
|
1
|
2
|
3
|
4
|
5 |
|
1
|
Годовая программа выпуска деталей |
3000
|
3500
|
1500
|
2000 |
2500 |
2
|
Годовой фонд времени |
2800
|
1840
|
3500
|
5000 |
4000 |
ИНДИВИДУАЛЬНОЕ ОБСЛУЖИВАНИЕ РОБОТОМ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Подготовлен промышленный робот МП-9С и система управления ЭЦПУ-6030 (приложение 1), технологическое оборудование - вертикально-сверлильный станок с ЧПУ мод. 2Р135Ф2 (приложение 5), вспомогательное оборудование (приложение 8)
1.Создать структурную схему модуля.
2. Создать планировку модуля с учетом сервисной зоны робота.
3.Составить алгоритм функционирования ПР относительно загрузки или разгрузки станка в соответствии с вариантом задачи.
4. Разработать циклограмму работы роботизированного технологического модуля.
5. Разработать программу управления роботизированным модулем.
ПЕРВОЕ ЗАДАНИЕ К ОБСЛУЖИВАНИЮ РОБОТОМ СТАНКА.
Исходное положение ПР относительно оборудования: рука опущена, втянута, повернута влево к тактовому столу, схват разжат. Станок расположен по правую сторону от тактового стола.
Вариант 1: Получить технологическую команду, взять деталь для обработки из трафарета на тактовом столе и перенести в пневматические тиски на столе сверлильного станка с ЧПУ.
Вариант 2 : Получить технологическую команду и перенести деталь после обработки из пневматических тисков сверлильного станку с ЧПУ в трафарет на тактовом столе.
Вариант 3: Взять деталь для обработки из трафарета на тактовом столе, повернуться к станку, подождать технологической команды и перенести в пневматические тиски на столе сверлильного станка с ЧПУ.
Вариант 4: Получить технологическую команду, взять деталь после обработки из пневматических тисков сверлильного станку с ЧПУ, повернуться к тактовому столу, подождать технологической команды и положить деталь в трафарет.
Вариант 5. Получить технологическую команду, взять деталь для обработки из трафарета на тактовом столе и переместить к станку, выдержать время окончания обработки на станке, загрузить в пневматические тиски на столе сверлильного станка с ЧПУ.
ВТОРОЕ ЗАДАНИЕ К ОБСЛУЖИВАНИЮ РОБОТОМ СТАНКА.
Исходное положение ПР относительно оборудования: рука опущена, втянута, повернута влево к станку, схват разжат. Тактовый стол расположен по правую сторону от станка.
Вариант 6: Получить технологическую команду, взять деталь для обработки из трафарета на тактовом столе и перенести в пневматические тиски на столе сверлильного станка с ЧПУ.
Вариант 7 : Получить технологическую команду и перенести деталь после обработки из пневматических тисков сверлильного станку с ЧПУ в трафарет на тактовом столе.
Вариант 8: Взять деталь для обработки из трафарета на тактовом столе, повернуться к станку, подождать технологической команды и перенести в пневматические тиски на столе сверлильного станка с ЧПУ.
Вариант 9: Получить технологическую команду, взять деталь после обработки из пневматических тисков сверлильного станку с ЧПУ, повернуться к тактовому столу, подождать технологической команды и положить деталь в трафарет.
Вариант 10. Получить технологическую команду, взять деталь для обработки из трафарета на тактовом столе и переместить к станку, выдержать время окончания обработки на станке, загрузить в пневматические тиски на столе сверлильного станка с ЧПУ.
РТК 2