

Виды движения предметов труда в производственном процессе – параллельно-последовательный вид движения предметов труда
При параллельно-последовательном виде движения предметов труда следующая операция начинается ранее, чем наступает полное окончание обработки всей партии на предыдущей операции, и осуществляется без перерывов в изготовлении партии деталей на каждом рабочем месте. При этом происходит частичное совмещение времени выполнения смежных операционных циклов. Передача предметов труда с операции на операцию осуществляется относительно небольшими (так называемыми передаточными или транспортными) партиями р или поштучно (р=1).

График цикла при параллельно-последовательном виде движения предметов труда
Фактически имеет место комбинирование передачи предмета труда поштучно (передаточной партией) или полными партиями в зависимости от того, сколько времени затрачивается на смежные операции. При данном методе сокращается время пролеживания предметов между операциями и повышается непрерывность в работе оборудования. В практике встречаются два способа сочетания времени смежных операционных циклов: а) предыдущий операционный цикл меньше последующего, т.е. Т1 < Т2, в этом случае начало обработки детали (передаточной партии) на последующей операции возможно сразу после окончания обработки на предыдущей операции (параллельная передача). Экономия времени вследствие параллельно – последовательного сочетания операционных циклов τ будет определена разностью Тпосл. и Тп.п .
![]() б) предыдущий операционный цикл больше
последующего, т.е. Т1
> Т2
.
В этом случае передача будет
последовательная, т.е. всей партии сразу.
В целях уплотнения ПЦ может применяться
увеличение параллельности обработки
партии. В этом случае партия передается
с операции на операцию крупными частями,
а обработка на последующих операциях
начинается в тот момент, когда из деталей,
вышедших из предыдущей обработки,
формируется задел, необходимый для
бесперебойной работы оборудования на
данной операции. Экономия времени τ в
этом случае определяется также разностью
Тпосл.
и
Тп.п
.
б) предыдущий операционный цикл больше
последующего, т.е. Т1
> Т2
.
В этом случае передача будет
последовательная, т.е. всей партии сразу.
В целях уплотнения ПЦ может применяться
увеличение параллельности обработки
партии. В этом случае партия передается
с операции на операцию крупными частями,
а обработка на последующих операциях
начинается в тот момент, когда из деталей,
вышедших из предыдущей обработки,
формируется задел, необходимый для
бесперебойной работы оборудования на
данной операции. Экономия времени τ в
этом случае определяется также разностью
Тпосл.
и
Тп.п
.
![]() Следует
обратить внимание на то, что экономия
времени τ в том и другом случае сочетания
оперативных циклов определяется как
произведение разности (n-p)
на операционный цикл минимальной
продолжительности из двух сочетаемых.
Следовательно, в любом случае
Следует
обратить внимание на то, что экономия
времени τ в том и другом случае сочетания
оперативных циклов определяется как
произведение разности (n-p)
на операционный цикл минимальной
продолжительности из двух сочетаемых.
Следовательно, в любом случае
![]()
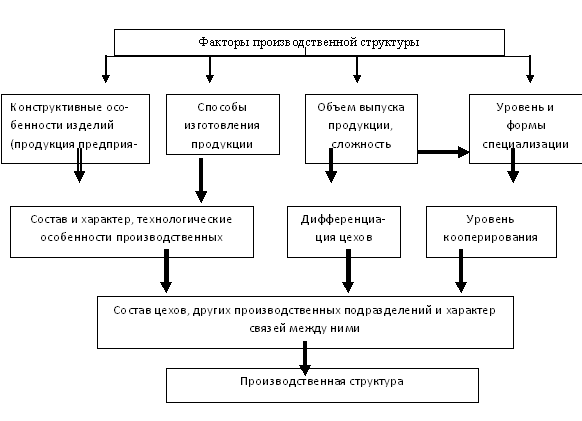
Производственная структура и определяющие ее факторы.
Понятие производственной структуры распространяется на все уровни промышленности: промышленность в целом, отрасль, межотраслевые комплексы, отраслевые комплексы, различного рода объединения, заводы. Современное крупное промышленное предприятие представляет собой совокупность различных производственных подразделений, основными из которых являются цехи. Цех – это организационно и технологически обособленное основное производственное подразделение предприятия, выполняющее определенную часть производственного процесса, либо изготовляющее какой-либо вид продукции. Производственная структура предприятия – это состав основных и вспомогательных цехов завода, а также порядок и формы их взаимодействия по выполнению производственного процесса. Производственная структура предприятия определяется следующими основными факторами:
Исходными данными при определении производственной структуры предприятия являются: производственная программа завода (виды (типоразмеры для однородной продукции) изделий, объем их выпуска); укрупненная спецификация основных деталей, узлов, механизмов, входящих в состав основной продукции; особенности обработки некоторых деталей; затраты труда на выпуск. Порядок формирования производственной структуры: Группирование деталей, имеющих сходный технологический маршрут обработки, а также узлов и механизмов со сходными процессами сборки. Определение объемов работы по отдельным технологическим процессам и решение вопроса об организации технологически однородных производств, либо предметно-специализированных. Определение структуры основного производства. Определение структуры вспомогательного производства, исходя из особенностей основного производства. Определение необходимых обслуживающих хозяйств. Планировка цехов. При формировании производственной структуры завода необходимо достичь возможно большего уровня специализации как фактора, обеспечивающего рост производительности труда за счет его разделения.