

39. Стойкость режущих инструментов
Период стойкости инструмента – время его работы в мин от переточки до переточки, продолжительность резания до отказа(допустимого износа).
Суммарный период стойкости - время работы инструмента в мин в пределах допустимого количества переточек.
Чем больше интенсивность изнашивания инструмента, тем меньше период его стойкости.
П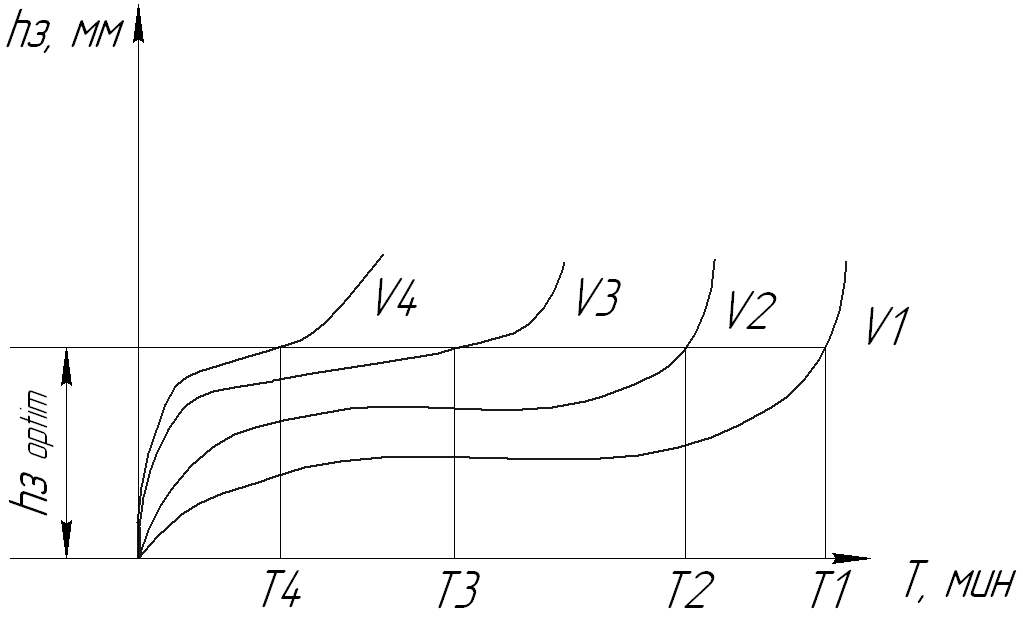 ериод
стойкости инструментов служит
количественным выражением интенсивности
изнашивания инструмента и сильно
изменяется в зависимости от условий
резания: режимов резания (V, t, Ѕ),
геометрических параметров режущего
лезвия, применяемый СОЖ и т.д.
ериод
стойкости инструментов служит
количественным выражением интенсивности
изнашивания инструмента и сильно
изменяется в зависимости от условий
резания: режимов резания (V, t, Ѕ),
геометрических параметров режущего
лезвия, применяемый СОЖ и т.д.
В наибольшей степени на стойкость инструмента влияет скорость резания.
V1<V2<V3<V4
40. Прочность и надежность режущих инструментов
Прочность режущего клина инструмента – его способность выдерживать без разрушения нагрузку, обусловленную процессом резания.
До недавнего времени при конструировании режущих инструментов производились только расчеты прочности корпуса (державки). (Изгиб, кручение, усталость, прочность и т.д.)
Однако с развитием автоматизированных систем обработки в условиях частого изменения режимов резания и переменных нагрузок на рабочие поверхности инструмента потребовалось изучение прочности самого режущего клина.
Режущий инструмент в значительной мере определяет работоспособность (надежность) оборудования.
Отказы (прекращение выполнения своих функций) режущего инструмента составляют до 60% от общего числа нарушений работоспособности станков с ЧПУ и автоматических линий.
Надежность режущего инструмента – это свойство сохранять во времени и в установленных пределах значения всех параметров позволяющих ему выполнять свои функции в заданных условиях обработки.
Причины отказов инструмента могут быть различными:
Поломка;
Скалывание;
Изнашивание рабочих поверхностей;
Смятие режущей кромки (деформация);
Схватывание (холодное сваривание со стружкой или деталью).
41. Качество поверхностного слоя при резании. Шероховатость. Наклеп.
Шероховатость поверхности представляет собой совокупность неровностей с относительно малыми шагами, образующими её рельеф в пределах базовой длины.
По ГОСТ 2789-73 – количественная (прямая) оценка шероховатости может производиться по 6-ти параметрам:
Ra – среднее арифметическое отклонение профиля;
Rz – высота микронеровностей по 10 точкам;
Rmax – наибольшая высота микронеровностей;
Sm – средний шаг неровностей профиля;
S – средний шаг микронеровностей по вершинам;
lр – относительная опорная длина профиля.
Процесс образования поверхностного слоя обрабатываемой детали так же имеет стадии упругой деформации ∆УПР и пластической деформации hH. В результате пластической деформации образуется текстура в поверхностном слое обработанной детали.
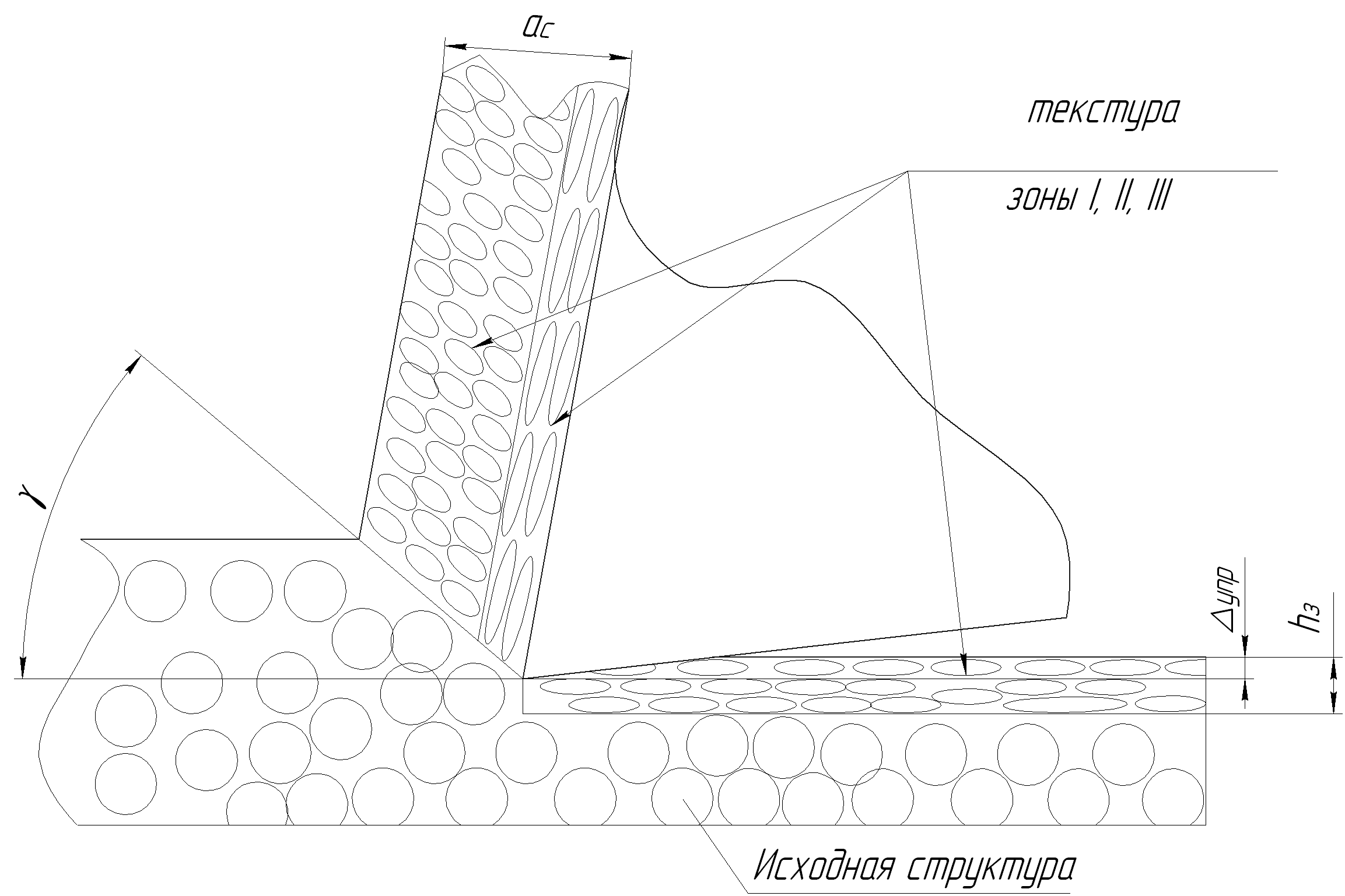
Возникновение и концентрация дислокаций, ориентированных по линиям сдвигов и окруженных полями упругих напряжений вызывает упрочнение поверхностного слоя обработанной поверхности, повышение её микротвердости и снижение пластичности. Это явление называется наклепом.