

Требуется выдержать размер h.
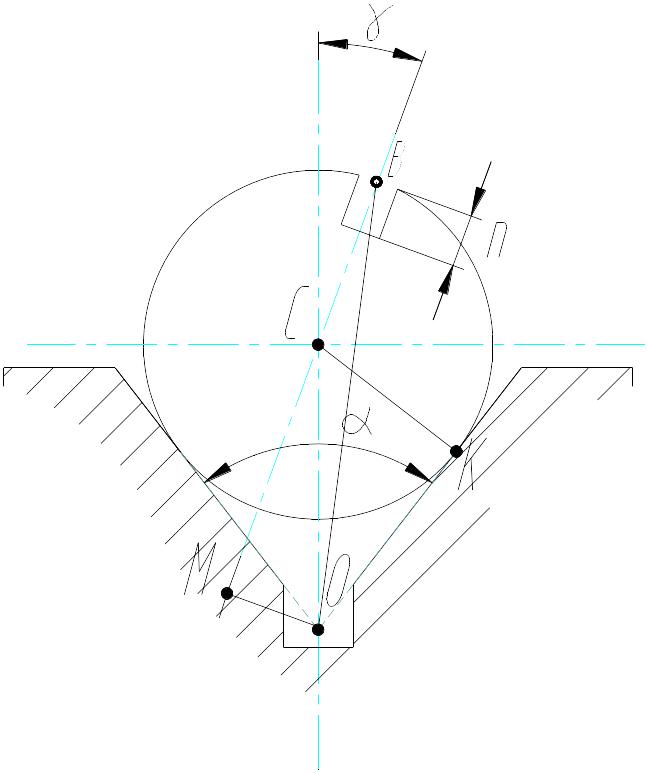
Положение исходной базы - центра С по отношению к призме (технологическая база - точка О) обуславливается вектором ОС. Проецируя этот вектор на направление выдерживаемого размера h, получим:
L = MC = OC cos .
Из
OCK
находим
 , где
- угол призмы, D
- диаметр заготовки.
, где
- угол призмы, D
- диаметр заготовки.
Следовательно ,
 .
.
Полный дифференциал :
 ,
,
а поле рассеивания погрешности базирования
б.действ![]() ,
(8)
,
(8)
где TD - допуск по диаметру заготовки.
Как видно из из выражения (8) , б.действ при данном угле призмы зависит от угла .
В случае, если = 0
б.действ
![]() ;
;
при =45 и =90
б.действ
![]() .
.
Схему базирования, показанную на рис.6 , можно рассматривать как случай, когда =90, поэтому
б.действ = 0.
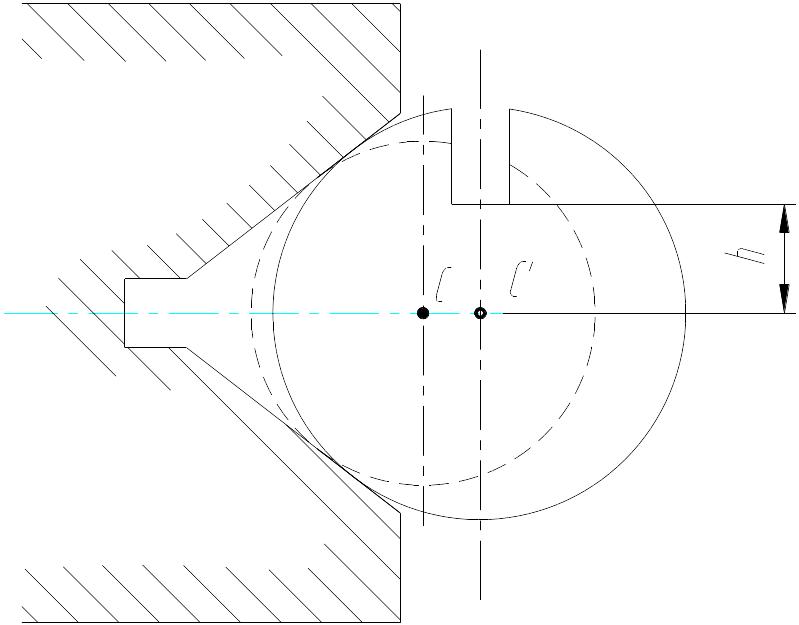
Рис. 6. Случай =90 при базировании в призме.
При установке в самоцентрирующем приспособлении ( в трехкулачковом самоцентрирующем патроне, самоцентрирующих тисках и т.д. ) центр всех заготовок, независимо от их диаметра, будет занимать неименное положение. Вследствие этого, как и в предыдущем случае б.действ = 0.
Требуется выдержать размер m (рис. 7) .
Положение исходной базы - точки А - по отношению к призме обуславливается вектором ОА. Проецируя этот вектор на направление размера m, получим :
L = MA = CM - CA.
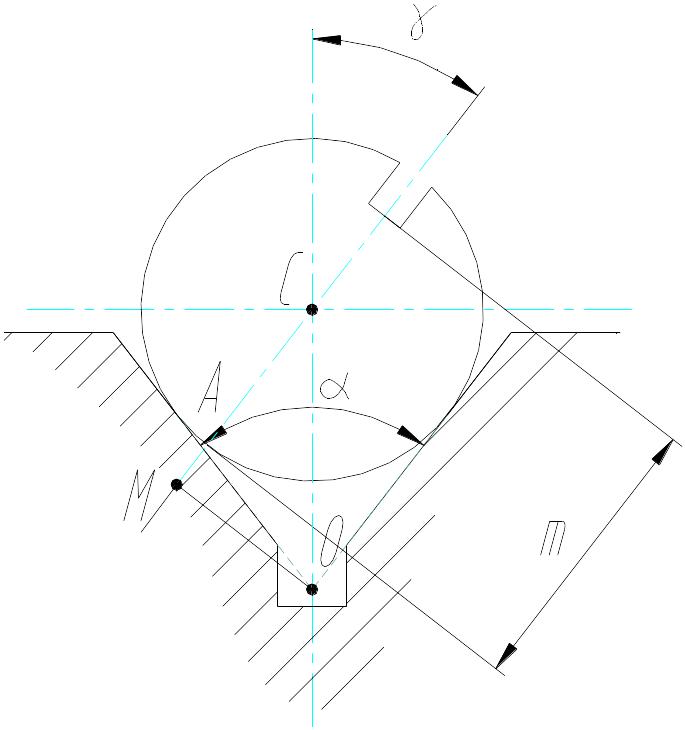
Рис. 7. Расчетная схема базирования в призме при выдерживании размера m
Из ОСМ имеем :
СМ
= OC cos
=
 .
.
Очевидно, что
CA
=
![]() .
.
Следовательно,
L
=
-
=
 .
.
Тогда полный дифференциал по формуле (3) :
L
=
![]()
 ,
,
а поле рассеяния, соответствующее действительной погрешности базирования, составит
б.действ . (9)
Погрешность базирования равна нулю в следующих случаях:
а) если cos = sin (/2), в частности, при = 90, если = 45 ;
б) при = 0 и = 180 (т.е. при установке на плоскость).
При базировании по схеме, показанной на рис.6, что соответствует = 90,
действ .
В случае, когда = 0
б.действ
 .
.
Требуется выдержать размер n( рис. 8).
Положение исходной базы - точки В - относительно призмы обуславливается вектором ОВ. Проецируя последний на направление выдерживаемого размера n, получим:
 .
.
Рис. 8. Расчетная схема базирования в призме привыдерживании размера n.
Тогда полный дифференциал по формуле (3) :
L
=
 ,
,
а поле рассеяния, соответствующее действительной погрешности базирования, составит:
б.действ . (10)
При = 0 , имеем :
б.действ
 .
.
При = 90 и = 180 оказывается, что б.действ = ТD.
Сопоставление различных схем базирования
Допустим, что у шайбы, показанной на рис. 9,а , нужно просверлить отверстие и выдержать размер m с соответствующим допуском. Сравним при помощи выведенных зависимостей две схемы кондукторов, схематически показанных на рис. 9,б и в.
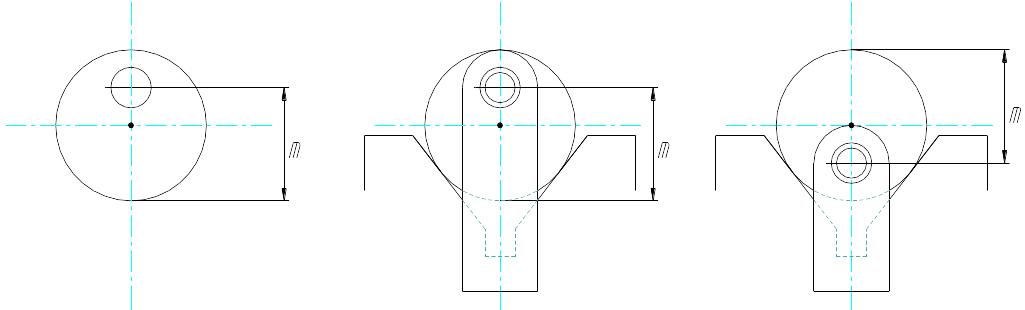
а) б) в)
Рис. 9. Варианты конструкции сверлильного приспособления - кондуктора.
Схема кондуктора на рис. 9,б аналогична схеме, приведенной для размера m выше (см. рис. 2) при = 0 (см. рис. 5). Поэтому
’б.действ .
Схема кондуктора на рис. 9,в аналогична схеме, приведенной выше для размера n (см. рис. 2), следовательно,
’’б.действ
Отношение
 (11)
(11)
При
=90
![]()
Таким образом, несущественная , с первого взгляда, разница в схемах конструкций кондукторов ведет к увеличению значения б.действ при второй схеме по сравнению с первой почти в 6 раз.
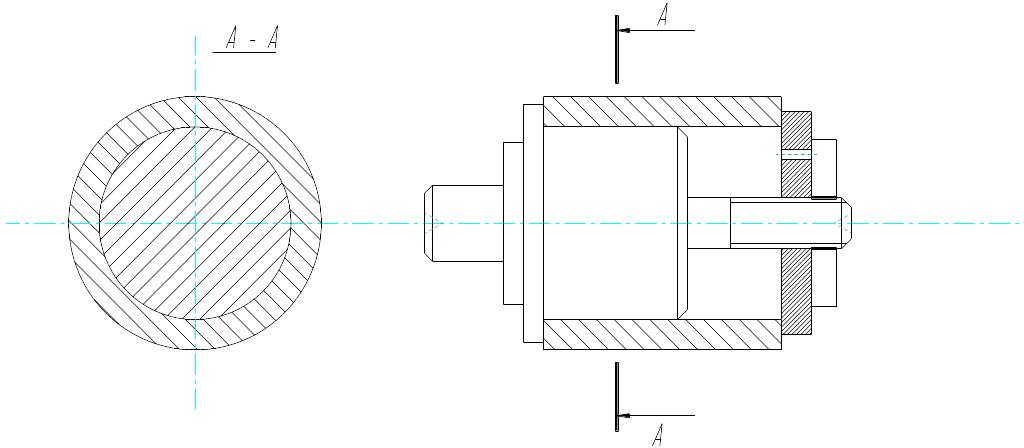
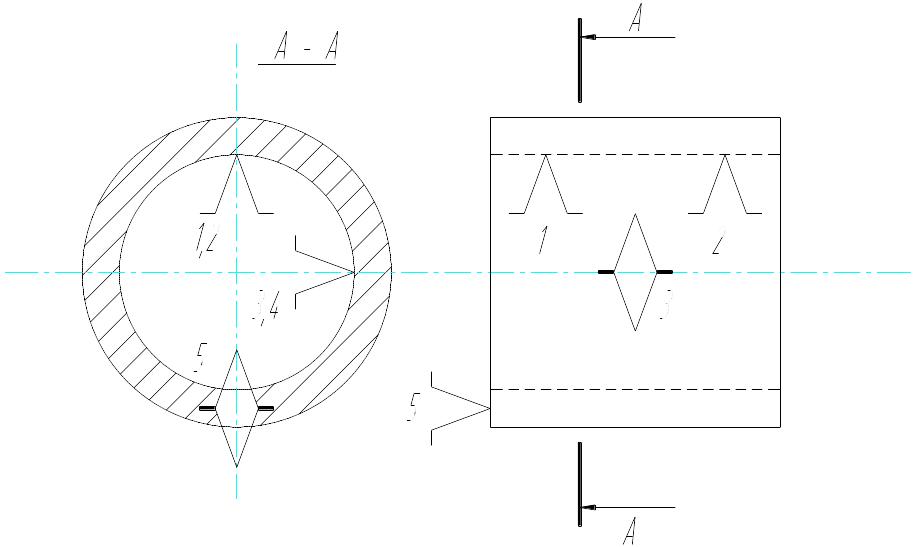
Базирование по коническому отверстию
Требуется проточить цилиндрическую поверхность 1 (см. рис. 10) и подрезать торцевую поверхность 2 , выдержав размер a.
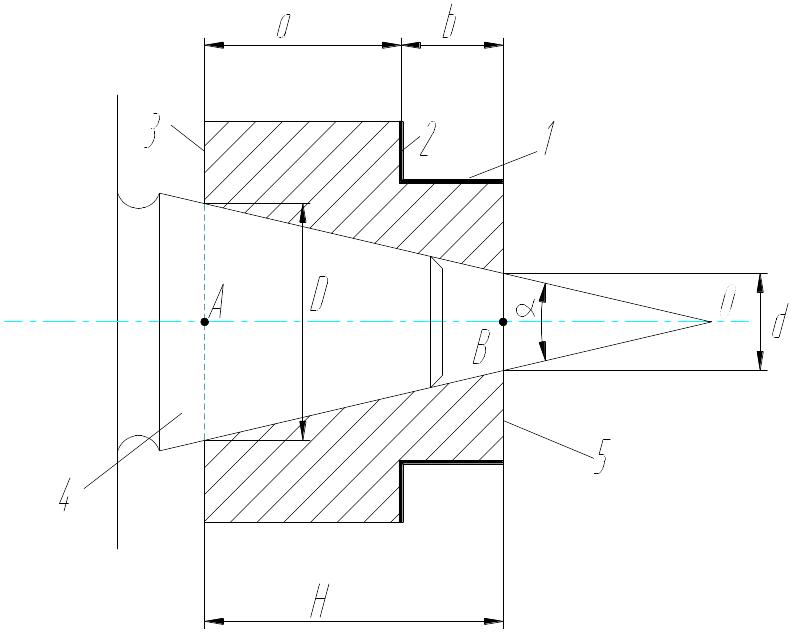
Рис. 10. Схема базирования заготовки по конусу : 1,2,3,5 - поверхности заготовки;
4 - элемент токарного приспособления.
Положение исходной базы - торца 3 - относительно оправки 4 ( технологическая база - точка О ) можно определить размером ОА. Поэтому определяемый по формуле (2) базисный размер
![]() ;
;
 .
.
Следовательно,
 ,
,
где k - конусность.
Тогда определяемый формулой (3) полный дифференциал
![]() ,
,
а соответствующая погрешность базирования
![]() . (12)
. (12)
По схеме базирования, показанной на рис. 11 ( с подвижным конусом и неподвижной упорной плоскостью), б.действ = 0.
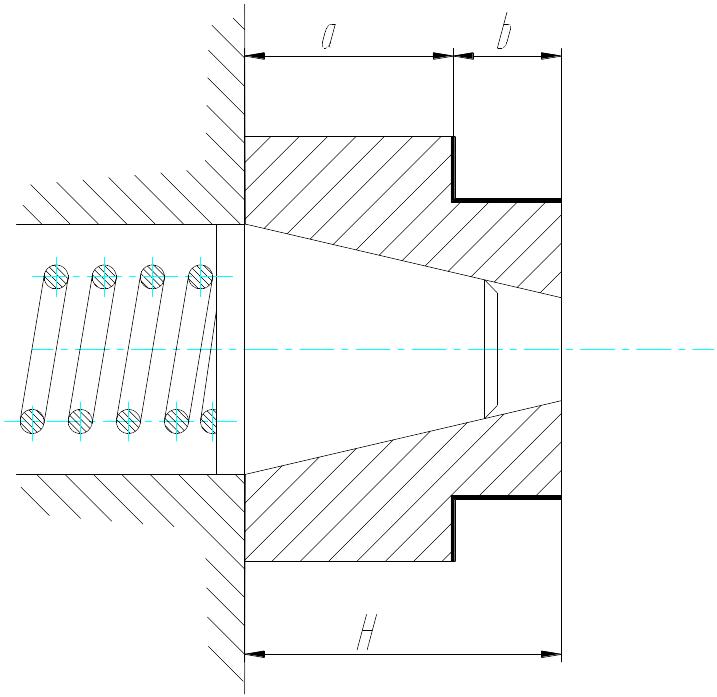
Рис. 11. Схема усовершенствованного токарного приспособления с базированием
заготовки по конусу.
Если требуется выдержать размер b, а не a, то при схеме базирования, показанной на рис. 10, исходной базой является торец 5, и поэтому
![]()
Соответствующий формуле (3) полный дифференциал
![]() ,
,
а вычисляемая по формуле (4) действительная погрешность базирования составит:
 (13)
(13)
При установке, показанной на рис. 11, оказывается, что б.действ = ТН.
Распространенные схемы установки заготовок
Схема установки Теоретическая схема базирования
Установка вала в трехкулачковом самоцентрирующем патроне.
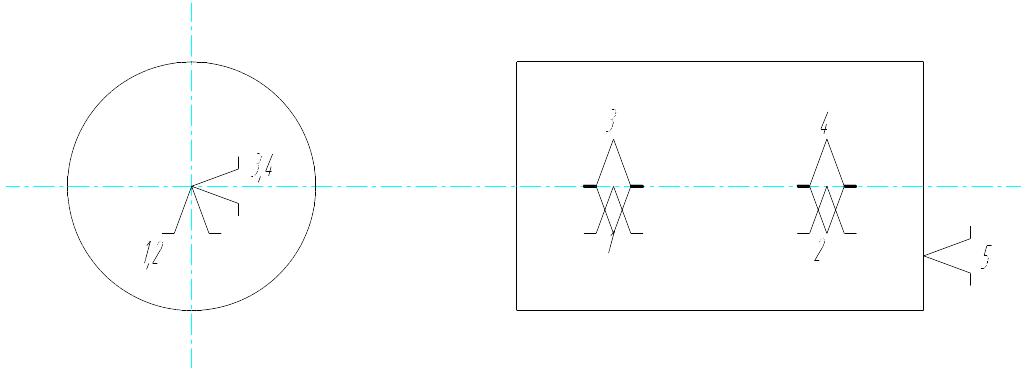
6 - штангенциркуль
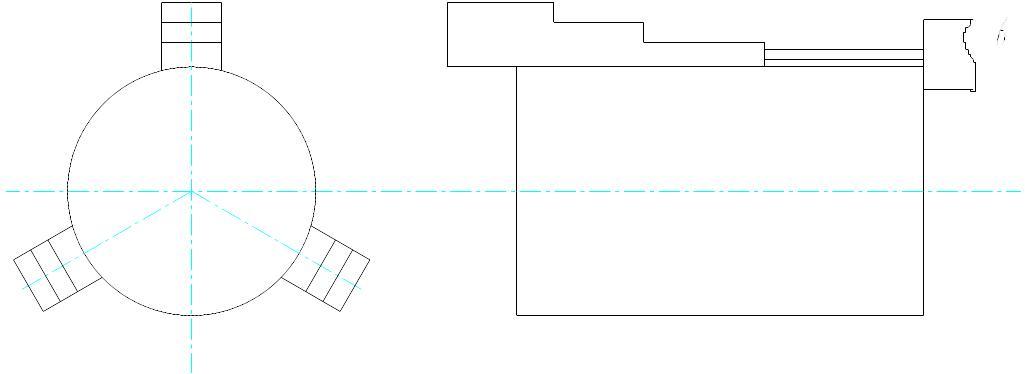
Установка диска в трехкулачковом самоцентрирующем патроне.
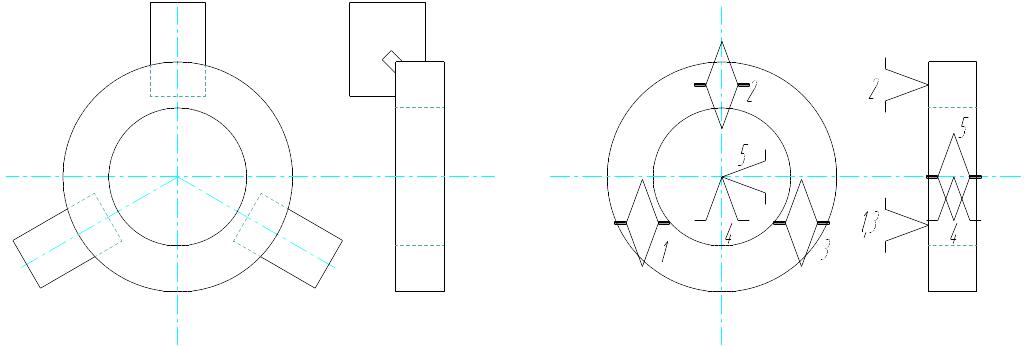
Установка втулки на цилиндрической оправке ( с зазором).
узлов), или проверку взаимного положения поверхностей детали (элементов изделий).
Установочная технологическая база – совокупность поверхностей, линий или точек определяющих положение обрабатываемой заготовки (базовой детали, собираемого узла). При использовании приспособлений за установочные базы принимают реальные поверхности, непосредственно контактирующими с установочными элементами приспособлений. Эти базы часто называют опорными. При установке с выверкой используют как реальные поверхности заготовки так и геометрические линии и точки, материально представляемые на заготовке в виде разметочных рисок. Эти базы называют проверочные.

По месту положения установочных баз в технологическом процессе их делят на черновые, или предварительные, промежуточные и окончательные.
Черновые базы используют на первых операциях обработки, когда никаких обработанных поверхностей еще нет. Они служат для создания промежуточных установочных баз, а часто сразу и окончательных, используемых для завершения обработки.
Установочные базы делят на основные и вспомогательные.
Основные базы – те поверхности, которые предусмотрены конструкцией детали и выполняют определенную роль при ее работе в изделии.
Вспомогательные базы – поверхности, искусственно создаваемые на детали из технологических соображений. Для работы детали в изделии эти поверхности не нужны и после завершения обработки при необходимости могут быть удалены. Возможность создания вспомогательных установочных баз должна быть предусмотрена и оговорена в конструкции детали.
Поясок 1 и торец 2 – вспомогательные базы.
При проектировании технологических процессов большое значение имеет выбор баз. Обработку заготовок обычно начинают с создания установочных баз. В качестве черновых баз могут быть выбраны поверхности заготовки либо вовсе не обрабатываемые, либо обрабатываемые в дальнейшем. Выбранная черновая база должна обеспечивать в возможной степени равномерное снятие припуска при последующей обработки поверхностей с базированием на обработанную установочную базу и наиболее точное взаимное положение обрабатываемых поверхностей детали. Черновые базы должны быть по возможности гладкими; не иметь штамповочных и литейных уклонов, на них не следует размещать литники, уклоны прибыли, плоскости разъема литейных форм и штампов.
Следует по возможности использовать принцип совмещения баз, т.е. в качестве установочной базы брать поверхность, являющейся измерительной базой. При этом необходимо учитывать, что лучшие результаты по точности будут достигнуты в случае, если установочной и измерительной базой служит сборочная база.
Создание вспомогательных установочных баз на деталях способствует более полному соответствию принципа постоянства баз.