

Лабораторная работа № 28
Проектирование модельных конструкций (МК) юбок на основе БК юбки
Цель работы: Освоение методов преобразования БК прямой юбки в различные модельные конструкции сложных форм.
Пособия и инструменты: зарисовки и фотографии моделей, шаблоны БК и ИМК втачных рукавов, плакаты учебные, калька, цветная бумага, чертежные принадлежности, ножницы, клей.
Содержание работы (4 часа):
Изучить конструкции юбок различных видов: со сборками, складками, с драпировкой. Зарисовать эскизы моделей.
Выполнить параллельное расширение БК прямой юбки для получения односторонних и встречных (бантовых) складок.
Изучить способы получения гладких и складчатых конических форм юбки.
Выполнить коническое расширение и заужение БК прямой юбки для получения гладких и складчатых конических форм.
Методические указания:
1. Изучить конструкции юбок различных видов со сборками, складками, с кокетками и драпировкой.
Внешнюю форму юбок изучить по журналам мод, делая зарисовки моделей (вид спереди и сзади). Описание внешней формы начать с характеристики силуэта, отметить степень прилегания на уровне линии бедер, ширину на уровне линии низа (зауженная, расширенная). Охарактеризовать членение поверхности юбки продольными швами (название и количество), поперечными швами (название и расположение), наличие и положение шва притачивания пояса юбки относительно линии талии (пониженное, естественное, повышенное), а также количество вытачек, складок и т.д. В заключение описать вид застежки.
2. Выполнить параллельное расширение бк прямой юбки для получения односторонних и встречных (бантовых) складок.
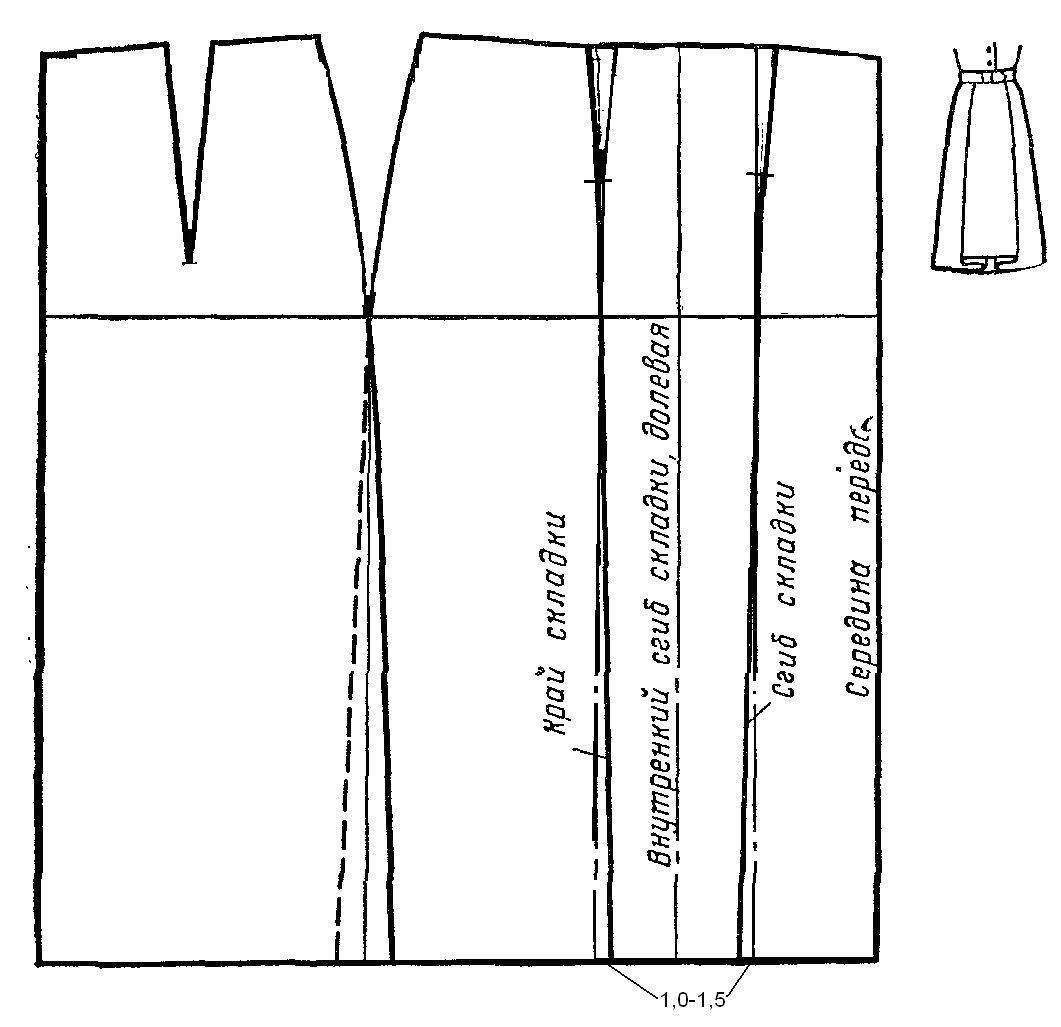
При проектировании складок по всей длине на детали намечают место расположения складки, деталь разрезают и раздвигают на ширину складки (удвоенную ее глубину).
Глубина односторонней складки колеблется от 1,0 см («плиссе») до 7,09,0 см (в среднем на линии бедер 6,0 см).
На юбках глубину складок внизу обычно уменьшают на 1,0÷1,5 см (рис. 28.1, а, в). Исключение составляют изделия из материала с ярко выраженной вертикальной полоской или клеткой. В юбках из материала в клетку или продольную полоску ребра складок проектируют вертикальными, глубину складок - одинаковой на уровне низа и бедер, а раствор вытачек на талии распределяют в линии складок.
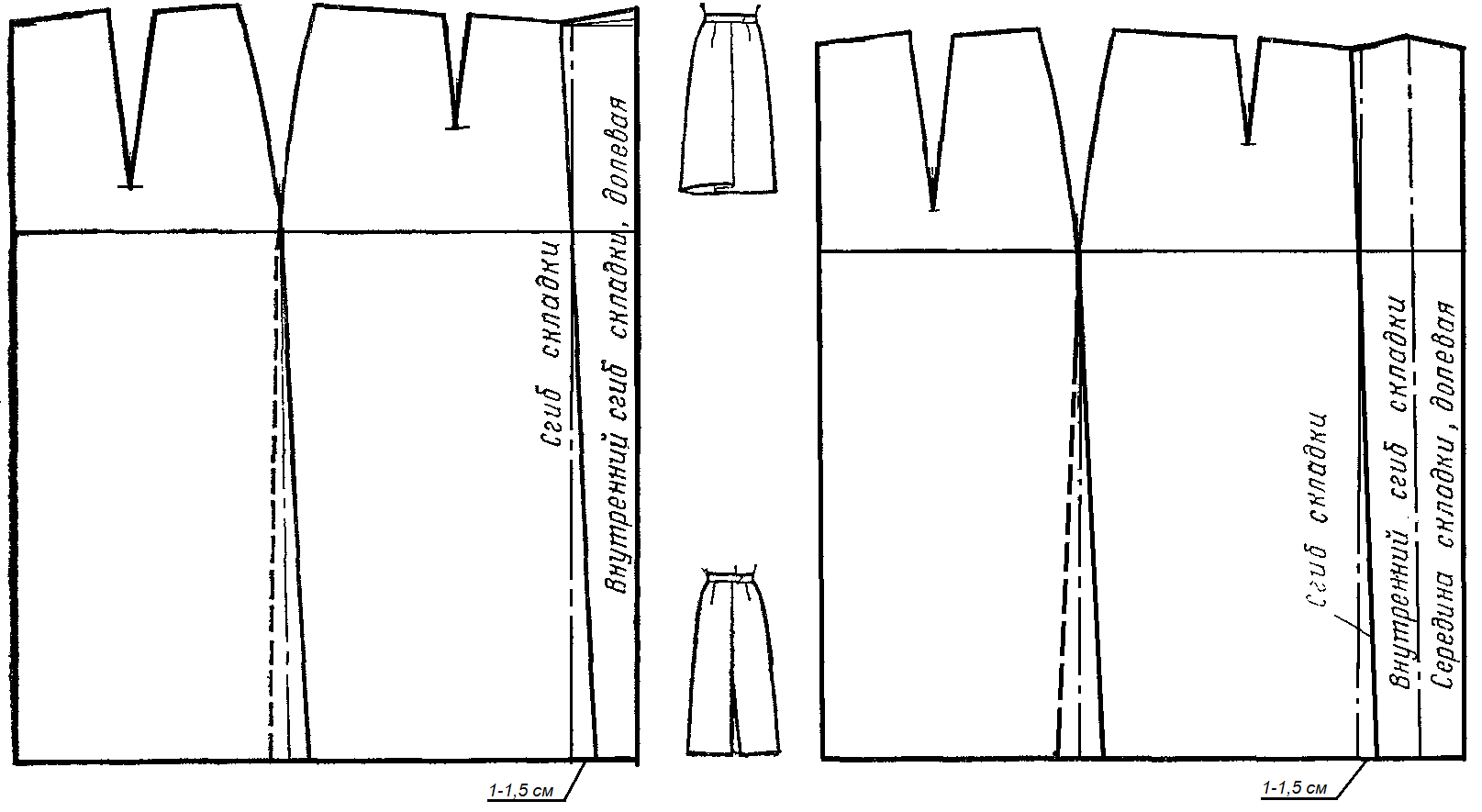
а б
Рисунок 28.1 – Чертеж прямой юбки со складкой посередине переда: а – односторонней, б - встречной

а б
Рисунок 28.2 – Чертеж прямой юбки с двумя складками спереди: а - односторонними, б - встречными
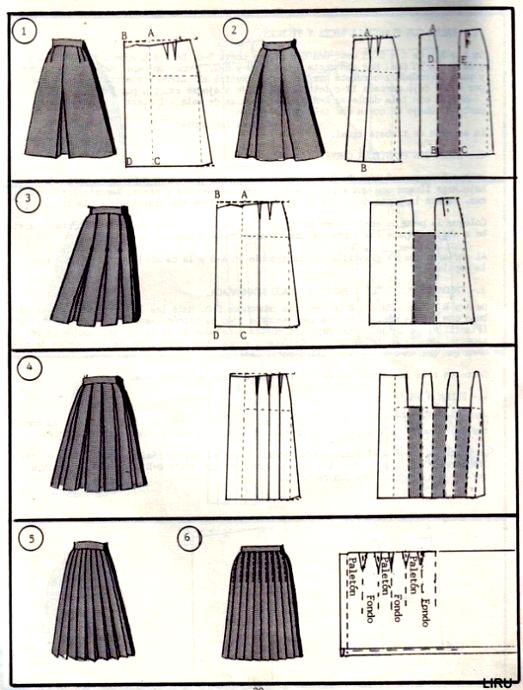

Рисунок 28.3 – Чертеж юбки с круговыми складками
3. Изучить способы получения гладких и складчатых конических форм.
Коническое расширение может быть равномерным по всему периметру изделия или неравномерным. При разработке конструкции по рисунку модели величину расширения определяют ориентировочно по силуэту модели.
Образование
фалд
происходит
при угле
![]() > 5—10° в зависимости от жесткости
тканей. Если угол расширения среза
детали меньше указанного, образуются
гладкие конические формы, например,
малый клеш. Угол отведения среза детали
от вертикали может быть несколько
увеличен при использовании регулярного
горизонтального или вертикального
членения поверхности, что повышает
жесткость конической формы. Очень явно
фалды проявляются в юбках покроя «солнце»
и «полусолнце».
> 5—10° в зависимости от жесткости
тканей. Если угол расширения среза
детали меньше указанного, образуются
гладкие конические формы, например,
малый клеш. Угол отведения среза детали
от вертикали может быть несколько
увеличен при использовании регулярного
горизонтального или вертикального
членения поверхности, что повышает
жесткость конической формы. Очень явно
фалды проявляются в юбках покроя «солнце»
и «полусолнце».
Направление нитей основы на детали имеет важное значение для образования фалд. Наилучшая драпируемость тканей наблюдается под углом 45° к нитям основы.
Фалды можно образовать и за счет введения вытачки или соединяя вместе две детали, срезы и формы которых имеют различную конфигурацию, например к прямому срезу притачивается деталь с криволинейным контуром. Чем больше кривизна нижнего среза, тем больше фалд, образующихся на поверхности детали.
Гладкую коническую форму создают за счет припусков на расширение по линии низа изделия и последующего уточнения контуров боковых срезов.
Величина припуска на коническое расширение детали зависит от модели, жесткости и драпируемости материала. При этом следует иметь в виду, что возможности создания гладких конических форм одежды из текстильных материалов ограничены. Предельно возможная коническая форма имеет конусность 4-5° (применительно к размерам женских юбок), и только для очень жестких тканей до 10°. С увеличением длины изделия конусность формы нужно соответственно уменьшать. (Для других, более жестких, материалов, например искусственной кожи и замши, коническое расширение деталей может быть больше).
Для получения большей конусности формы с одновременным сохранением гладкости поверхности одежды рекомендуется использовать дополнительное членение поверхности деталей продольными или поперечными швами (выполняющими роль ребер или колец жесткости). Эффективным является также изменение кривизны срезов деталей и замена прямых линий срезов линиями отрицательной или положительной кривизны. При большем прогибе линий жесткость и устойчивость конической формы еще более повышаются. Вогнутая форма срезов клиньев юбки широко использована при создании современных форм одежды (например, годе).
Складчатые конические формы (с образованием глубоких мягких складок, фалд) получают также путем конического расширения деталей по боковым срезам и срезам деталей дополнительного членения. Для образования фалд специально предусматривают большую, чем при проектировании гладких конических форм, величину припуска по низу детали.
Если фалды (по модели) должны располагаться не только по швам, но и внутри деталей, используют прием разрезания и раздвигания шаблона на величину удвоенного припуска на фалду [1].
При проектировании складчатых конических форм (с фалдами) можно пользоваться примерными величинами припусков на фалды по низу изделия для тканей средней драпируемости (табл. 28.1).
Таблица 28.1 – Примерные величины припусков* на фалды по низу изделия, см. (для тканей средней драпируемости)
Размер фалды |
Расположение фалды |
|
по швам |
внутри детали |
|
небольшой |
4,0÷5,0 |
5,0÷6,0 |
средний |
6,0÷7,0 |
7,0÷9,0 |
большой |
8,0÷9,0 и более |
10,0÷12,0 и более |
* Величины припусков даны из расчета к каждому срезу де линии разреза шаблона (внутри детали).