

45. Karbidotvorné a nekarbidotvorné prvky ve slitinách železa
1) karbidotvorné – Cr, Mo, W, V, Ti
2) nekarbidotvorné – Ni, Si
ad1) karbidotvorné - tvoří dva druhy karbidů
jednoduché – karbid tvoří přísadový prvek s uhlíkem (TiC,…)
komplexní přísadový prvek tvořící karbid může být zčásti nahrazen prvkem jiným
ad2) nekarbidotvorné
Snižují stabilitu cementitu a podporují jeho rozpad na železo a grafit. Podporují tak vznik šedé litiny.
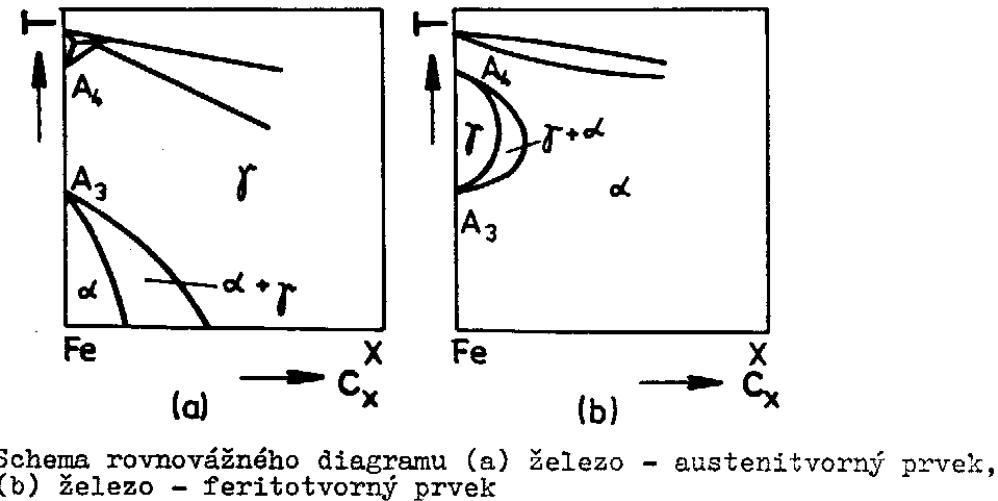
46. Prvky zavírající a otevírající oblast austenitu, schéma příslušného diagramu
austenitotvorné prvky – snižují teplotu A3 a současně zvyšují teplotu A4 . V důsledku toho se v binárním systému železo – příslušný přísadový prvek oblast austenitu otevírá. Při vyšších obsazích takového přísadového prvku může teplota přeměny klesnout až pod teplotu okolí a ocel si zachová austenitickou strukturu i při teplotě okolí. Takovou ocel nazýváme austenitickou.
47. Vločkovitost oceli a její potlačení
Vločkovitost – dochází k ní při nadkritickém obsahu vodíku v oceli, která je pak náchylná k vnitřním trhlinám, což negativně ovlivňuje její mechanické vlastnosti. Vločkovitosti oceli lze zabránit dlouhodobým ohřevem (desítky až stovky hodin) při teplotách 650-750 °C. V důsledku tohoto ohřevu se díky podstatnému zvýšení difuzivity vodíku jeho obsah sníží pod kritickou hodnotu.
Žíhání je nutné provést hned po odlévání nebo tváření, před ochlazením , dokud přítomný vodík ještě netvoří molekuly neschopné difuze a tím pádem i vytěsnění z oceli. Po dlouhodobém žíhání je ještě vhodné zchlazovat materiál alespoň do hodnoty 500°C velmi pomalu.
48. Stárnutí ocelí a jeho vliv na mechanické vlastnosti
Termínem stárnutí ocelí se označuje pokles vrubové houževnatosti a tvařitelnosti za studena. To je způsobeno vylučováním dusíku na hranicích zrn a ve skluzových deformačních pásech. Nebezpečí stárnutí lze odstranit přidáním prvků s vyšší afinitou k N než železo, jež tvoří stálé nitridy i za vysokých teplot (Al, Ti).
49. Výroba oceli Klasické metalurgické procesy
Ocel se získává zkujňováním surového železa a ocelového odpadu. Obsah uhlíku se snižuje na 0,3-1,5 %. Ocelárenský proces probíhá ve dvou fázích. V první fázi se snižuje obsah nežádoucích prvků oxidací. Ve druhé fázi , nazývané rafinační (dezoxidační) se tyto oxidy odstraňují. Dezoxidačními činidly jsou feroslitiny Mn a Si, část kyslíku se odstraňuje Al či komplexními slitinami. Používají se někdy i Ce, La, Pr, Nd, nebo syntetické strusky. Dnes už se ocel dělá v kyslíkových konvertorech (70 %), vysokolegované převážně v elektropecích.
Výroba v kyslíkových konvertorech
Čistý (přes 99 %) kyslík se vhání nad lázeň, teplo vzniká pouze exotermickými reakcemi kyslíku se železem a doprovodnými prvky. Velmi rychlý proces. Při vysokém (2%) obsahu fosforu se používá modifikace s dofoukáváním mletého vápence.
Výroba v elektropecích
Nejkvalitnější oceli. Většinou v obloukových pecích (90 %), zbytek v indukčních. Využívají přímého oblouku. Taví se vsázky 20-100 tun. Snaha o maximalizaci počtu taveb/den a úsporu grafitových elektrod (podařilo se z 5 kg/tunu na 1,5kg/tunu)
Výroba v indukčních pecích
Taví ocel indukčním účinkem střídavého proudu. Středofrekvenční (500-8000 Hz), vysokofrekvenční (300-8000 kHz). Spotřeba energie asi 500-800kWh/t, ale je to hodně rychlý. Kolem kelímku z kyselé či zásadité vyzdívky ovinuta indukční trubka. Nevýhodou je požadavek na vysokou čistotu vsázky. Nemají dostatečný rafinační účinek. Víceméně jen k přetavování.
Speciální procesy
K výrobě vysoce čistých ocelí. Například rafinace dmýcháním prachových látek. Injektáž plněnými profily. Vakuové odplyňování atd.