

5 Контрольні запитання
5.1 Перерахуйте основні конструктивні вузли силового трансформатора і їх призначення.
5.2 Яким повинен бути обяс розширника?
5.3 Як діє газове реле?
5.4 Що входить в об’єм профілактичних випробувань силового трансформатора?
5.5 Для чого потрібне вимірювання tg δ і коефіцієнту абсорбції?
5.6 Які методи існують для вимірювання опору обмоток трансформатора?
5.7 На скільки відсотків допустиме тривале перевантаження силового трансформатора?
5.8 Скільки годин може працювати силовий трансформатор, який має перевантаження на 40%?
Лабораторна робота № 5 вивчення способів виконання контактних з’єднань проводів, жил кабелів, шин та перевірка їх якості
Мета роботи: Вивчення способів контактних з’єднань проводів, жил кабелів, шин та перевірка якості їх з’єднань методом падіння напруг.
1 Програма роботи
1.1 Вивчити кабелі і проводи, що знаходяться на стенді, та їх марки і призначення.
1.2 Вивчити способи виконання контактного з’єднання.
1.3 Виконати з’єднання проводів методом паяння.
1.4 Провести перевірку якості нероз’ємного і роз’ємного з’єднання шин і проводів.
2 Основні теоретичні положення
Для виконання контактних з'єднань, відгалужень проводів, жил кабелів, шин застосовуються способи: опресування, зварювання, болтове з'єднання, паяння, скрутка.
Розрізняють з'єднання нероз'ємкі і роз'ємні.
Нероз'ємні з'єднання можна виконувати з допомогою опресувашія, зварювання, пайки; роз’ємні - з допомогою болтових з'єднань.
Для опресування одно- і багатожильних проводів застосовують пресуючі затискачі: з'єднювальні (а), відгалужувальні (б) та апаратні (в) (рис. 5.1). Опресування використовує метод стискування затискача з проводом з допомогою ручних, механічних, гідравлічних прес-кліщів.
Застосовують прес-кліщі наступних типів: ручні - ПК-1М, ПК-2М, МИ-19а, МР-П ; механічні - РПМ 4м, гідравлічні ГКМ; гідравлічні з електричним приводом типу ПГЗП-2.
Зварювання базується на методі контактного розігріву. Існує електрозварювання, газове зварювання і термітне зварювання. Для електрозварювання джерелом розігріву є зварювальний трансформатор; для газового зварювання джерелом розігріву є газовий пальник; для термітного зварювання – термітна суміш і термітний сірник.
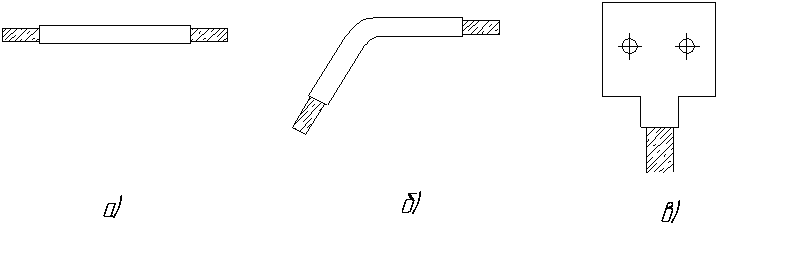
Рисунок 5.1 – Загальний вигляд пресуючих затискачів
Електрозварювання, газове зварювання використовується для виконання з'єднань, відгалужень, окінцевань проводів, жил одно і багатожильних кабелів, шин.
Більш відповідальні нероз'ємні з'єднання виконують з допомогою термітного зварювання.
Суть термітного зварювання полягає в тому, що розігрів з’єднювальних кінців здійснюється за допомогою тепла, отриманого від згорання термітної суміші, тобто реакції окислення металу. Запалення термітної суміші робиться за допомогою термітного сірника, який забезпечує температуру близько 1000º С.
Розрізняють термітно-тигельне зварювання (для зварювання стальних провідників і шин заземлюючого контуру) і термітно-муфельне (для зварювання мідних, сталево-алюміневих проводів і жил кабелів).
Роз'ємні з'єднання виконуються за допомогою роз'ємних болтових затискачів. Цей тип з'єднання не бажано використовувати для з'єднань, які працюють в умовах вібрації і тряски.
Для виконання з'єднань проводів перерізом від 2.5 до 6 мм2 застосовують паяння. Основними елементами для виконання паяння є паяльник, флюс, каніфоль i припой. Його перевага полягагє в тому, що за допомогою паяння можна виконувати з'єднання проводів з різних матеріалів, наприклад: алюмінієвий провід і мідний затискач (наконечник).
Після виконання з'єднання обов'язково необхідно провести перевірку його якості.
Перевірка якості з'єднання опресуванням виконується з допомогою спеціального кронциркуля або штангенциркуля з насадкою, яка дозволяє вимірювати залишкову глибину в місці обтискування. Якість з'єднання методом опресування вважається високою, якщо величина залишкового розміру перебуває в межах величин допустимих для відповідних затискачів, гільз чи наконечників, які подані в табл. 5.1.
Таблиця 5.1 – Залишковий розмір в контрольних місцях обтискування
Тиг алюмінієвих гільз або наконечників |
мм |
ГАО-4 |
3.5±0.3 |
ГАО-5 |
4.5±0.3 |
ГАО-6 |
5±0.3 |
ГАО-8 |
7±0.3 |
ГА-5, 4; ТА-5, 4; ТАМ-5, 4 |
4±0.3 |
FA-7; ТА-7; ТАМ-7 |
6±0.3 |
ГА-8; ТА-8; ТАМ-8 |
7±0.3 |
ГА-9; ТА-9; TAМ-9 |
8±0.3 |
Найбільш поширеними методами перевірки якості з'єднання є метод струму і метод падіння напруги.
Ці методи використовуються для перевірки якості всіх роз'ємних і нероз'ємних з'єднань. Перевірки якості з'єднання методом струму проводиться згідно схеми, яка подана на рис. 5.2
Перевірка якості з'єднань методом падіння напруги проводиться згідно схеми, яка подана рис. 5.3
Максимальна температура контакта не повинна перевищувати 70 °С при температурі навколишнього середовища 35 °С, тобто перегрів не повинен бути більше 35 °С.
Падіння напруги на контактах вимірюють мілівольтметром на 5-10 мВ. Падіння напруги на з'єднанні не повинно перевищувати 1,2 падіння напруги на дільниці шини. яка ціла. При цьому довжина L1 і L2 повинні бути однакові.
Падіння напруги треба вимірювати при одній величині струму, який контролює амперметр А (рис.5.3).
Під час експлуатації контроль за станом контактних з'єднань здійснюється з допомогою спеціальних показників нагріву багатократної або однократної дії. В закритих розподільчих установках показники нагріву встановлюють на контактні з'єднання збірних і відгалужуючих шин, контактні затискачі апаратів, ножі роз'єднувачів та на кабельні наконечники. Індикатор нагріву розміщують на боці контактного з'єднання, яке доступне для огляду.
Індикатор нагріву – це кольорова термоплівка або металева пластинка. Кольорову термоплівку наклеюють на дільницю контактного з'єднання клеєм ПФ-2. Зазвичай вона червоного кольору. Коли температура досягне 75-80º С, вона стає коричневою. При температурі більше ніж 80 °С вона стає чорною. Коли температура зменшується до 70 °С термоплівка поновлює свій нормальний колір,
Механічний індикатор (рис. 5.4) - це мідна пластинка 1,
яку закріплюють під болт контактного з'єднання. Пластина має тримач 3 прапорця 2, який припаяний до пластини легкоплавним припоєм. Коли температура контакту підвищу- ться до 95 °С, припой розм'якає і прапорець 2 падає, сигналізуючи про порушення або послаблення контакту.
У доступних для перевірки місцях контактні з'єднання можна контролювати за допомогою набору термосвічок. Набір має п'ять свічок з температурою плавлення 55, 70, 80, 100 і 130ºС.
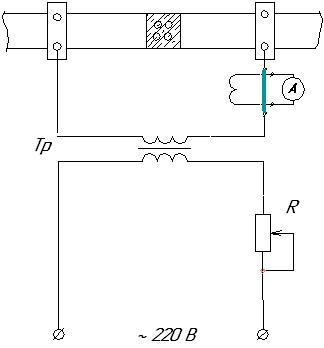
Рисунок 5.2 – Схема перевірки якості з´єднань