

11.4. Автоматизовані робочі місця технолога-оператора
Розроблення і впровадження систем автоматизації технологічних процесів на базі мікропроцесорної техніки дозволили перейти до створення принципово нових систем відображення інформації та реалізації управляючих дій оператора
- так званих автоматизованих робочих місць (АРМ) оператора-технолога..
Системи автоматизації, побудовані на основі стандартних аналогових регуляторів та централізованих АСУТП, передбачають розміщення на локальних пунктах управління спеціальних щитів автоматизації. На цих щитах розміщуються чисельні вторинні вимірювальні прилади, органи ручного дистанційного управління (ключі, кнопки, панелі дистанційного управління) і т. ін. Причому відображення інформації відбуваються в незмінних формах (покази, запис, сигналізація).
АРМ оператора-технолога являє собою програмно-технічний комплекс, що складається із кількох (до 16) мікропроцесорних контролерів), з'єднаних з однією або кількома ПЕОМ, та відповідного програмного забезпечення процесів обміну та відображення інформації.
Мікроконтролери підключаються до ПЕОМ за допомогою спеціального пристрою - мультиплексора (комутатора), який послідовно з'єднує канали передачі інформації між відповідним контролером та комп'ютером (рис. 11.3).
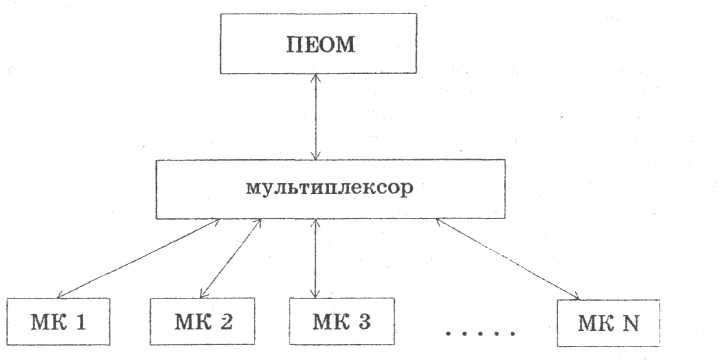
Рис. 11.3. Структурна схема АРМ
Комплекс АРМ дозволяє організувати такі функції:
- збирання та зберігання інформації;
- відображення інформації про стан технологічного процесу;
- сигналізація порушень технологічного процесу;
- реєстрація та документування перед та після аварійних ситуацій;
- оперативне управління технологічними процесами з клавіатури ПЕОМ.
Збирання та зберігання інформації про хід технологічного процесу організується таким чином, щоб захистити її від несанкціонованого доступу. Тобто ніхто не може за своїм бажанням змінити або скоректувати інформацію, яка поступила в ПЕОМ. За необхідності інформація може накопичуватись і зберігатись у пам'яті ПЕОМ за заданий термін часу, наприклад за місяць. По закінченні цього терміну стара інформація вилучається з пам'яті ПЕОМ автоматично, а на її місце записується нова.
Візуальний контроль за станом технологічного процесу здійснюється за допомогою відеокадрів на екрані дисплею ПЕОМ у вигляді мнемосхем, графіків, гістограм, відхилень параметрів та ін. Форму відображення інформації
в конкретній ситуації вибирає за своїм бажанням оператор-технолог.
За допомогою кольорової мнемосхеми оператор має можливість спостерігати за зміною технологічних параметрів, значення яких виводиться у відповідних місцях технологічної схеми.
У разі виникнення перед аварійної або аварійної ситуації включається звуковий сигнал, який повинен привернути увагу оператора, а також змінюється режим індикації параметра. Так може змінюватися колір відображення параметра на мнемосхемі або він почне мигати.
У разі необхідності оператор має можливість втручатися у хід управління технологічним процесом, змінюючи за допомогою клавіатури ПЕОМ завдання регуляторам окремих параметрів, або вручну управляти виконавчими механізмами.
Якщо виникає потреба проаналізувати зміну окремих технологічних параметрів за відповідний час, оператор може скористатись режимом, коли на екран дисплею виводяться відповідні графіки.
У разі потреби інформація, яка накопичується у пам'яті ПЕОМ, може бути оброблена за необхідним алгоритмом та роздрукована у вигляді таблиць, рапортів, звітів і т. ін. на принтері ПЕОМ за формою, узгодженою з користувачами програмно-технічного комплексу.
Робота з АРМ не потребує від оператора спеціальних знань з програмування. Програмне забезпечення функціонує в діалоговому режимі з використанням "підказок" оператору, які допомагають йому орієнтуватись у ситуації, яка виникла.
Програмне забезпечення АРМ складається з двох частин: загального характеру, яке постачається в готовому вигляді розробником цього пакет)' програм, і спеціального, яке виконується для кожного конкретного технологічного об'єкта за завданням замовника.
Використання АРМ-ів технолога-оператора дозволяє значно змінити функції, які він повинен виконувати. З одного боку він значно полегшує умови їх роботи, а з другого - підвищує ефективність їх роботи, за рахунок того, що оператор має можливість завжди отримати об'єктивну, повну і своєчасну інформацію про стан та передісторію протікання технологічного процесу й прийняти своєчасне та ефективне рішення з управління.
[ 9, с.: 7…48; 1, с.: 37…78 ]
Контрольні запитання до розділу 13
1. Приведіть функціональну схему АСУТП.
2. Основні види забезпечень функціонування АСУТП.
3. Поняття розподілених АСУТП та принцип їх побудови,переваги.
4. Поняття та структурна схема АРМ.
Література
Основна
1. Автоматизация производственних процессов и АСУТП в пищевой промышленности /Под ред. Л.А.Широкова. - М:, Агропромиздат, 1986.
2. Митин В.В., Усков В.Н., Смирнов Н.Н. Автоматика и автоматизация производственннх процессов в мясной и молочной промышленности. - М:, Агропромиздат, 1987.
3. Брусиловский Л.П., Вайнберг А.Я., Черняков Ф.С. Системы автоматизированного управлення технологическими процессами предприятий молочной промышленности. - М:,Агропромиздат,1986.
4. Петров И.К. Технические измерения и приборы в пищевой промышленности. - М:, Пищевая промышленность,1973.
5. Брусиловский Л.П., Вайнберг А.Я. Приборы технологического контроля в молочной промшленности. - М:,Агропромиздат, 1990.
6. Кіптела Л.В. Автоматизація виробничих процесів. Навчальний посібник.- Харків, 2002.
7. Ладанюк А.П.,Трегуб В.Г., Ельперін І.В., Цюцюра В.Д. Автоматизація технологічних процесів і виробництв харчової промисловості. – Київ, «Аграрна освіта», 2001.
8. Левченко О.І, Цюцюра В.Д. Технологічні вимірювання та прилади у харчовій промисловості. – Киів, УДУХТ,1998.
9. Ельперін І.В. Промислові контролери. –Київ, НУХТ, 2003. - 320 с.
Додаткова
10. Автоматизированные системи управлення предприятиями молочной промышленности /Ю.П. Маркин и др. - М:, Агропромиздат,1977.
11. Брусиловский Л.П., Вайнберг А.Я. Автоматизация технологических процессов в молочной промышленности. - М:, Агропромиздат,1978.
12. Брусиловский Л.П., Банникова Л.А., Вайнберг И.А, Управление процессами культивирования микроорганизмов заквасок и молочних продуктов. - М:, Агропромиздат,1982.
13. Воробьева Н.И. Основы автоматизации технологических процессов в мясной и молочной промышленности. - М:, 1983.
14. Граф В.А., Рогов Н.А,, Стегаличев Ю.Г., Фризоргер А.Д. Автоматизированнне системи управления технологическими процессами в мясной и молочной промышленности. - М:, Агропромиздат, 1985.
15. Евдокимова Г.М. Курсовое и дипломное проектирование по эксплуатации автоматических устройств в мясной и молочной промышленности. - М:, Агропромиздат, 1986.
16. Золотин Ю.И. Стериллизованное молоко. - М, Агропромиздат, 1979.
17. Протопопов И.И. Автоматизация процессов производства сыра. - М:, Агропромиздат,1982.
18. Чекулаева Л.В., Чекулаев Н.М. Сгущеные молочне консервы. - М:, Агропромиздат,1982.
МІНІСТЕРСТВО ОСВІТИ І НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ
НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ХАРЧОВИХ ТЕХНОЛОГІЙ
О.Й. РІШАН
АВТОМАТИЗАЦІЯ ВИРОБНИЧИХ ПРОЦЕСІВ
КУРС ЛЕКЦІЙ
для студентів за напрямом підготовки 6.051701
«Харчова технологія та інженерія»
всіх форм навчання
Всі цирати, цифровий СХВАЛЕНО
та фактичний матеріал, на засіданні кафедри
бібліографічнівідомості інтегрованих
перевірені. Написання автоматизованих
одиниць відповідає систем
стандартам управління
Протокол № 12
від 15.05.2012р.
Підпис автора ________________________
«_____»______________2012 р.
Підпис завідувача кафедри______________
«_____»______________2012 р.
Підпис рецензента______________________
«_____»______________2012 р.