

3. Организационная структура Люблинского литейно-механического завода.
Основные задачи:
•Организация процессов труда и управления на заводе в соответствии с его целями и задачами;
•Нормирование труда;
•Организация оплаты и стимулирования труда;
•Управление затратами на персонал;
•Подготовка материалов для коллективного договора;
•Обеспечение результативного функционирования системы менеджмента качества (СМК) в пределах компетенции отдела организации труда и заработной платы.
Структура:
Администрация:
•Руководители высшего звена
•Руководители подразделений
Основное производство:
•Литейный цех:
-основной корпус
-шихтовой участок
-склад земли
-модельный участок
•Кузнечный цех
-молотовый участок № 1 (кузнечно-прессовый)
-молотовый участок № 2 (осековочный)
•Механообрабатывающий цех
-механический участок
-механосборочный участок
-гальваническое отделение
-станция нейтрализации гальваностоков
-очистные сооружения ливнестоков
Вспомогательное производство:
•Ремонтный цех
-станочный участок
-участок по ремонту технологического оборудования
-участок по изготовлению и ремонту инструмента и оснастки
-участок термообработки
-тарно-столярный участок
-участок по ремонту зданий и сооружений
•Энергосиловой цех
-котельная
-энергоремонтный участок
-компрессорная
-кислородное хозяйство
-участок ремонта трансформаторов
-газораспределительная подстанция
-участок водоснабжения
Службы обеспечения:
•Транспортный цех
•Гараж
•Центральная заводская лаборатория
•Столовая
•Медпункт
4. Задачи и организационная структура механообрабатывающего цеха.
Основные задачи:
- Выполнение плановых заданий по объему производства и номенклатуре, повышение производительности труда, изготовление продукции требуемого качества, снижение производственных затрат на единицу продукции.
- Организация ритмичной и бесперебойной работы производственных участков цеха.
- Обеспечение систематического выполнения сменно-суточных заданий всеми работниками цеха.
Структура:
Структуру и штатную численность цеха утверждает директор завода исходя из условий и особенностей деятельности завода по представлению начальника цеха и по согласованию с отделом организации труда и заработной платы.
Цех имеет в своем составе следующие производственные участки:
- Участок № 1 по изготовлению запасных частей для тележек грузовых вагонов;
- Участок № 2 по изготовлению запасных частей для тепловозных дизелей;
- Участок № 3 по изготовлению запасных частей для тепловозных дизелей,
гальваническое отделение участка № 3 по изготовлению запасных частей для тепловозных дизелей;
- Участок очистки сточных вод;
- Участок № 4 по изготовлению запасных частей для тележек грузовых вагонов;
- Участок № 5 – механосборочный.
1. Сборка изделия
1. Сборочный чертеж со всеми необходимыми размерами, техническими требованиями и спецификацией.
2. Назначение изделия, краткое описание его конструкции и принципа работы. Анализ технических требований на изготовление и основные технологические задачи по обеспечению этих требований.
Колесные пары относятся к ходовым частям и являются одним из ответственных элементов вагона.
Назначение: для направления движения вагона по рельсовому пути и восприятия всех нагрузок, передающихся от вагона на рельсы при их вращении.
Работая в сложных условиях загружения, колесные пары должны обеспечивать высокую надежность, так как от них во многом зависит безопасность движения поездов. Поэтому к колесным парам предъявляются особые, повышенные требования Госстандартами, Правилами технической эксплуатации железных дорог, Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар, а также другими нормативными документами при проектировании, изготовлении и содержании в эксплуатации. Конструкция и техническое состояние колесных пар оказывают влияние на плавность хода, величину сил, возникающих при взаимодействии вагона и пути, и сопротивление движению.
Анализ технических требований:
Предельные отклонения размеров по h12, что выполнимо
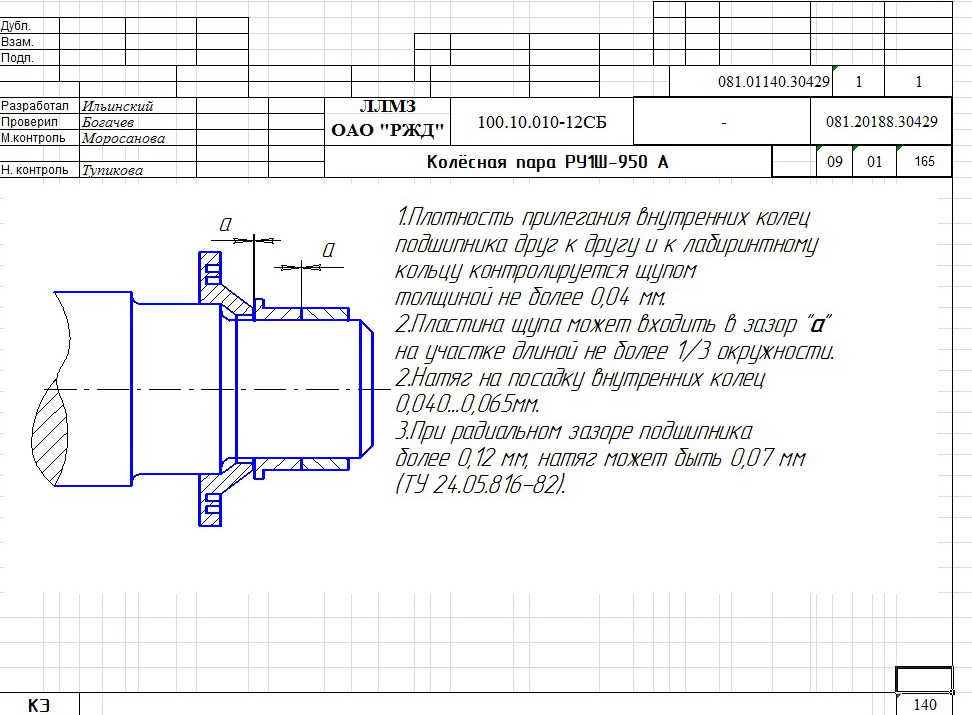
Контроль качества запрессовки оси в колеса необходим для работоспособности и надёжности конструкции, в противном случае- брак.
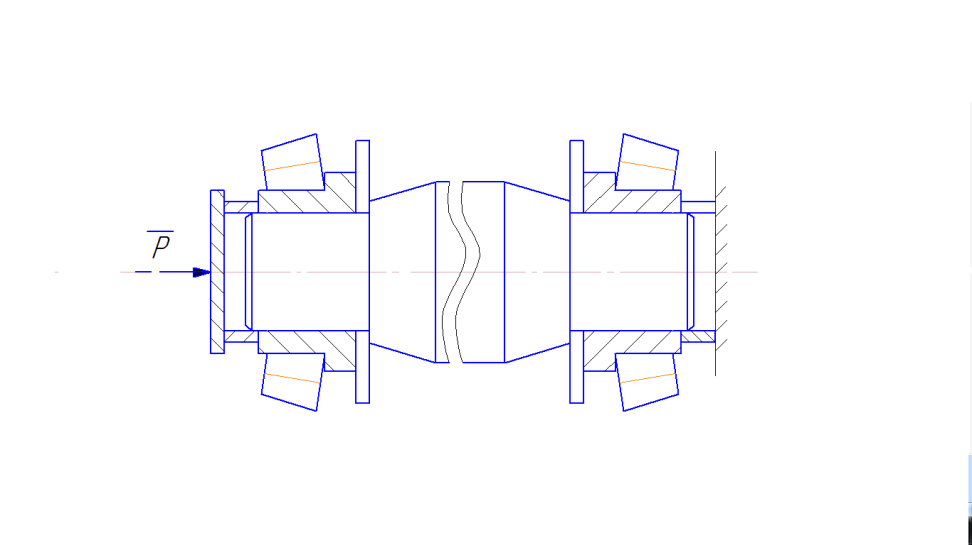
Входной контроль подшипников. Применяется метод селективной сборки подшипников (подшипники разбирают на группы, исходя из размеров колец, после чего напрессовывают на оси). Необходим для обеспечения требуемого соединения с натягом и недопущения предельных значений, т.к. предельно малые величины натяга могут привести к некачественному соединению под нагрузкой, предельно большие величины натяга затрудняют процесс сборки, приводят к возникновению дополнительных напряжений, что негативно сказывается на работоспособности соединения.
Величина натяга умеренная, поэтому запрессовка холодная.
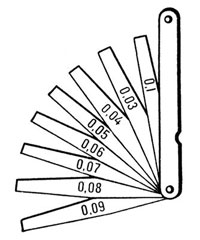
Местный зазор не более 0.05 на длине до 1/10 окружности между прилегающими поверхностями шайбы и упорным кольцом контролировать щупом.
Этот гарантированный зазор необходим для обеспечения касания торца кольца и внешнего кольца подшипника.
Для обеспечения герметичности соединения (во избежание попадания загрязнений во внутрь буксового узла) в зазор вставляется резиновая прокладка.
Стопорение осуществляется загибом шайбы согласно эскизу
Сторопение болтов осуществляется проволокой перекрестно
Стопорение необходимо осуществлять по причине возможности развинчивания резьбового соединения под действием возникающих нагрузок, что, в свою очередь, приведет к быстрому разрушению буксового узла и выходу из строя колесной пары.
Контроль буксы посредством проворачивания вокруг оси. Вращение должно быть свободным.
Не допускается одновременное применение в колесное паре смазок ЛЗ-ЦНИИ(у) поз.55 и букол поз. 57 по причине их химической неинертности.
3. Анализ технологичности конструкций для данного типа производства с определением коэффициентов технологичности. Возможные варианты конструктивных решений, повышающих уровень технологичности конструкций.
Качественная оценка:
- Сборочная единица содержит 49 позиций: сборочные единицы, детали, стандартные изделия, прочие изделия, материалы.
- Конструкция узла обеспечивает возможность его сборки из предварительно собранных составных частей.
- На сопрягаемых деталях имеются фаски для облегчения сборочного сопряжения внутренних колец подшипника и осей.
- Требуется применение специальных приспособлений для сборки деталей всвязи с массой деталей.
- Узел в целом имеет не сложную компоновку и конструктивное решение, не вызывающее затруднений при его сборке у рабочих.
Технологичность конструкции является важным показателем, т.к. производство массовое.
4. Методы обеспечения заданной точности конструкций. Виды регулировочных и пригоночных работ. Их трудоемкость и себестоимость.
Методом обеспечения заданной точности сборочной конструкции является селективная сборка соединений с натягом осей и подшипников. Остальные соединения собираются методом полной взаимозаменяемости.
5. Данные по трудоемкости и себестоимости сборки изделия или сборочной единицы.
Трудоёмкость изготовления.
ТИ=ΣТсборочных единиц+ ΣТдеталей+ ΣТсборки +Тиспытания= 50 н/ч.
Данные по себестоимости изделия предоставлены не были.
6. Технологические схемы общей и узловой сборки изделия или сборочной единицы.
См. приложение.
7. Технологический процесс сборки изделия или сборочной единицы с указанием сборочного оборудования, приспособлений и инструмента с нормами времени по операциям.
См. приложение.
8. Виды сборочных соединений с технологическими эскизами основных сборочных операций.
р езьбовое
соединение: Соединение
с натягом:
езьбовое
соединение: Соединение
с натягом:
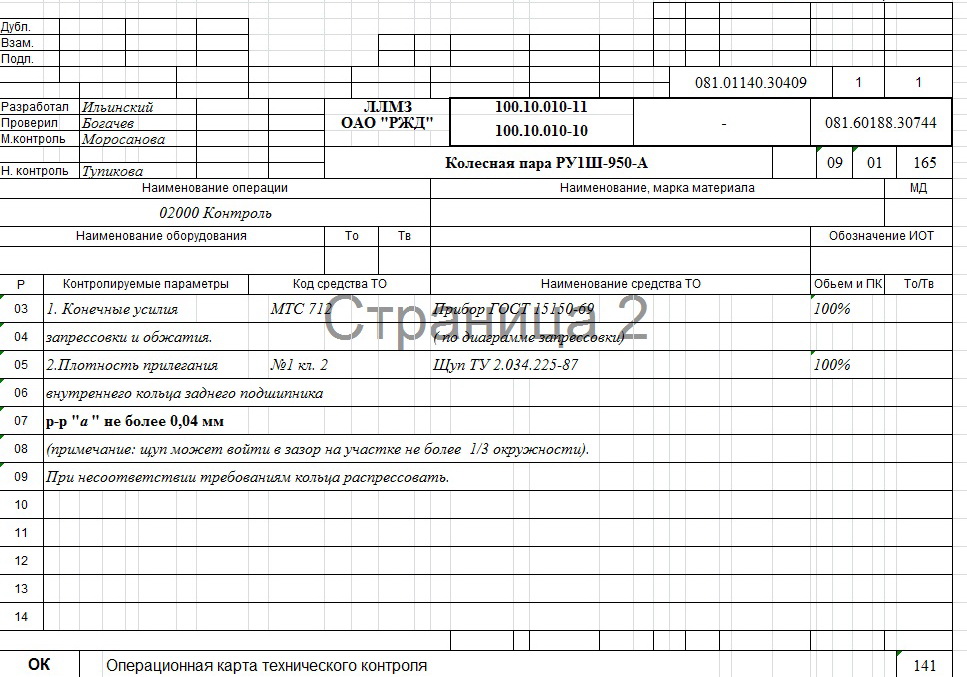
9. Контроль качества сборки, эскизы контрольных операций с описанием средств и методов контроля.
См. приложение.
10. Сборочные чертежи приспособлений для сборки или контроля с описанием их работы.
11. Технологический процесс испытания изделия или сборочной единицы, технические требования на испытания, схема испытательного стенда, описание его конструкции.
Испытывать согласно техническим требованиям чертежа.
12. Организационная форма сборки: описание сборочного участка, применяемого оборудования и оснастки.
Производство имеет характер крупносерийного или массового производства, поэтому в данном случае целесообразно применить поточную. Такая организация труда хоть более высокую производительность, чем сборка по месту и сравнительно низкую стоимость и имеет следующие преимущества по сравнению со сборкой по месту:
-Большая дифференциация сборочных мест и монотонность труда=> простота и предельная отлаженность> действий возможность нанимать менее квалифицированных рабочих
Изготовление изделий производится в сборочном цехе на участке:
-сварная плита (используется в качестве опорной поверхности для рассортировки подшипников)
-верстак
Сборка производится стандартным слесарно-сборочным инструментом (отвёртки, ключи и т.д.), прессовым аппаратом, клещами, молотком.