3.2. Материал
Сплав алюминиевый АК-6 ГОСТ 4784-97
Удельный вес: 2750 кг/м3 Твердость материала: HB 10 -1 = 95 - 100 МПа
3.3. Выбор стадий обработки
Рис.3. Эскиз кронштейна с обозначением поверхностей
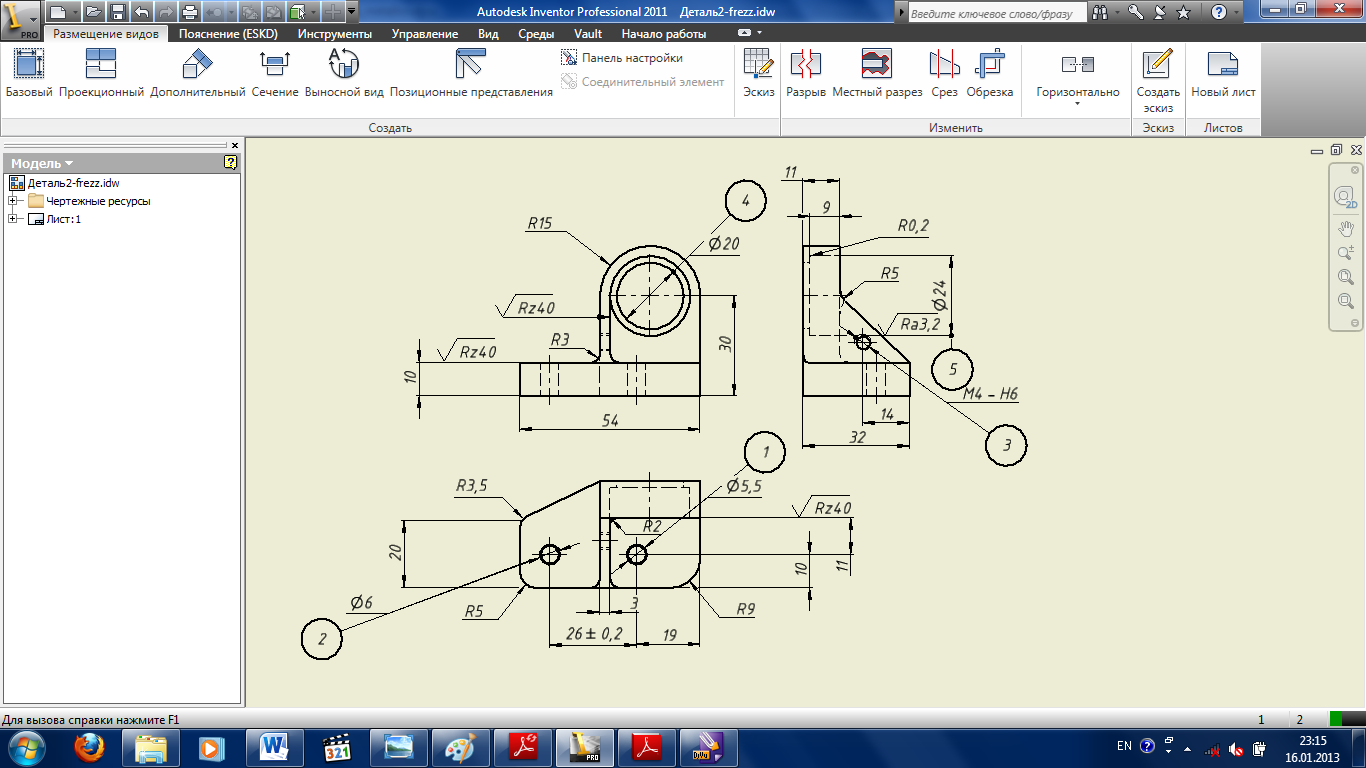
Таблица 3.1
№ поверхности |
по чертежу |
стадии обработки |
Получаем |
|||
Размер, мм |
IT |
Rz (Ra), мкм |
IT |
Rz (Ra) |
||
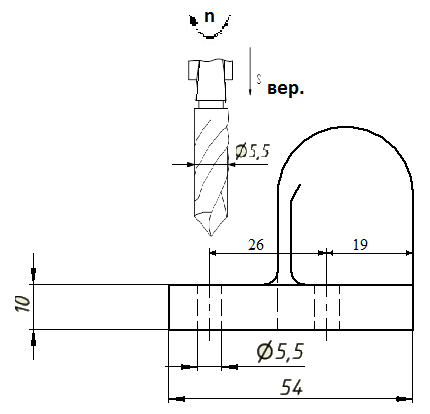
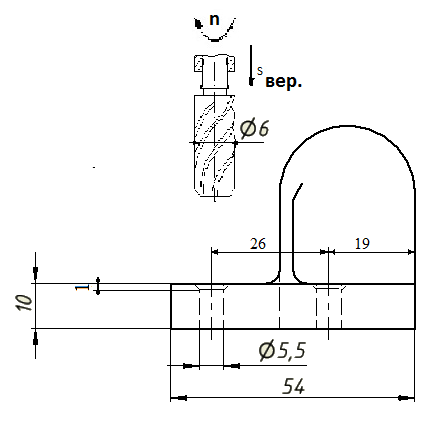
1 (2-отверстия) |
d=5,5 l=10
|
12 |
20 |
|
12 |
20 |
2 (2-отверстия) |
dz=6 |
12 |
20 |
|
10 |
20 |
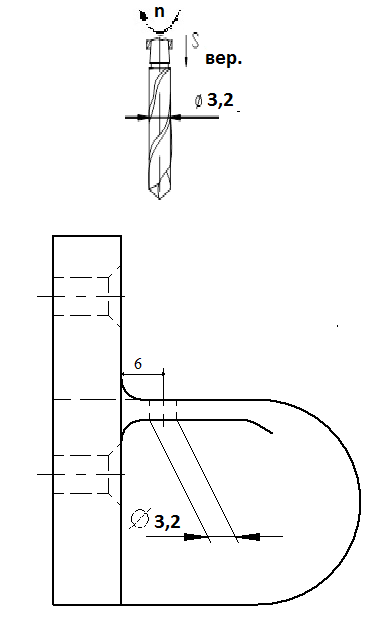
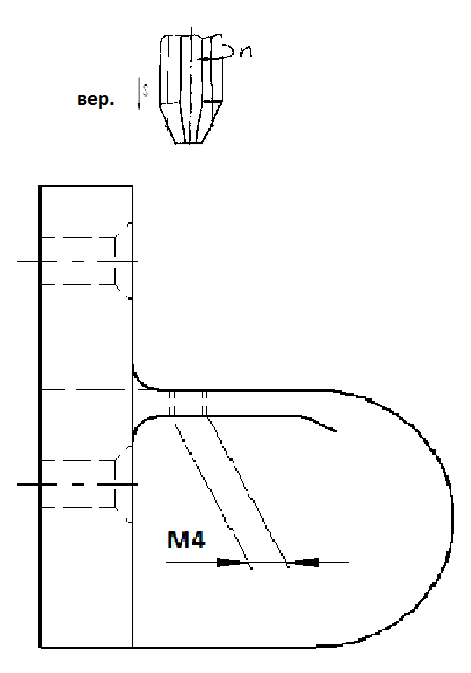
3
|
d=М4 l=3 |
9 |
20 |
|
12 9 |
20 - |
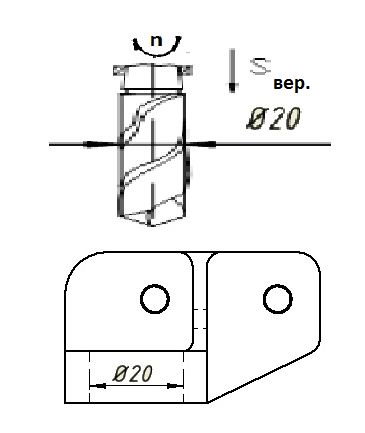
4 |
d=20 l=11 |
12 |
20 |
|
12 |
20 |
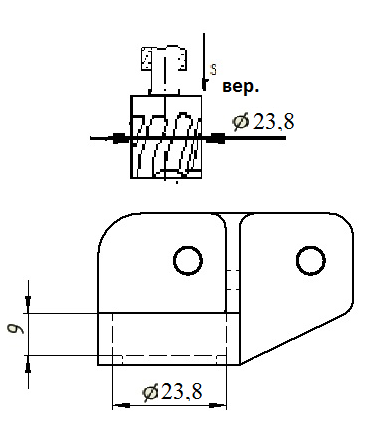
5
|
d=24 l=9
|
12 |
3,2 |
|
10 8 |
20 3,2 |
3.4. Схема технологических процессов. Расчёты режимов резанья, время работы
Заготовительная
№ Содержание перехода |
Расчет |
|
|
|
Станок вертикально-сверлильный 2Н135 Материал - Сплав алюминиевый АК-6 ГОСТ 4784-97 Заготовка - поковка ОСТ 90073-85 после фрезерной обработки
|
000. Слесарная |
|
|
|


Установ А |
Установить, закрепить заготовку в машинных тисках |
005.Сверлильная |
|
|
|
|
|
010. Сверлильная |
|
|
|
|
|


Установ Б |
Перевернуть и закрепить заготовку в машинных тисках |
015. Сверлильная |
|
|
|
|
|
020. Сверлильная |
|
1. Нарезать резьбу М4 метчиком |
|
|
|


Установ В |
Перевернуть и закрепить заготовку в машинных тисках |
025. Сверлильная |
|
|
|
|
|
030.Зенкеровать отв. Ø23,8 на 9 мм цилиндрическим зенкером - зековка Р6М5, ГОСТ 12489-71. |
|
|
|
035.Зенкеровать отв. Ø24на 9 мм цилиндрическим зенкером - зековка Р6М5, ГОСТ 12489-71. |
|
|
|