

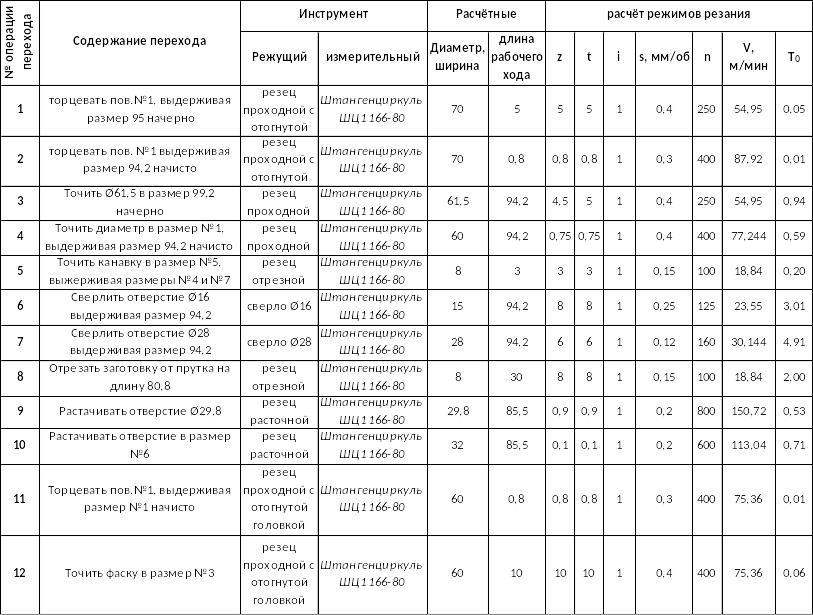
1.5. Операционная карта механообработки детали втулка
Операция: токарная
Станок: токарно-винторезный 1К62
Материал: Сталь 45 σв=550 МПа/мм2 ГОСТ 1050-74
Заготовка:
Рис.1.2
Таблица 1.2
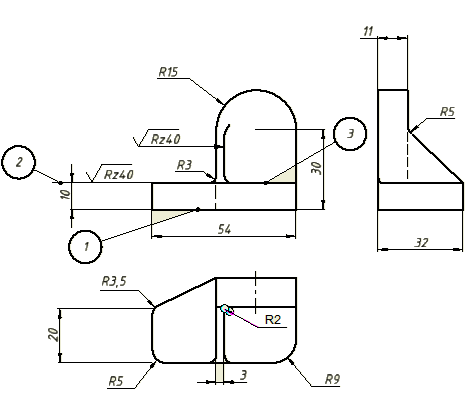
Глава 2. Технологический процесс изготовления детали «Кронштейн» на станках фрезерной группы
Цель работы: Изучить технологические возможности обработки заготовок на станках фрезерной группы (виды выполняемых работ и применяемый инструмент) и способы расчета (выбора) режимов резанья и трудовых затрат.
2.1.Назначение детали
Кронштейн— консольная опорная деталь или конструкция, служащая для крепления на вертикальной плоскости (стене или колонне) выступающих или выдвинутых в горизонтальном направлении частей машин или сооружений. Конструктивно кронштейн может выполняться в виде самостоятельной детали либо многодетальной конструкции с раскосом, а также в виде значительного утолщения в базовой детали. Механический принцип действия — сопротивление материала на скол и сдвиг.
2.2. Материал
Сплав алюминиевый АК-6 ГОСТ 4784-97
2.3. Выбор стадий обработки
№ поверхности |
по чертежу |
стадии обработки |
Получаем |
|||
Размер, мм |
IT |
Rz (Ra), мкм |
IT |
Rz (Ra) |
||
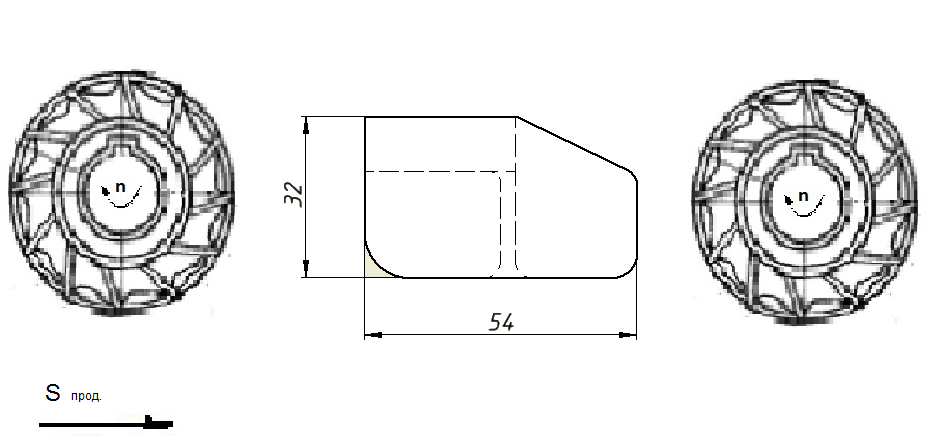
1 |
54х32
|
12 |
40 |
|
12 |
40 |
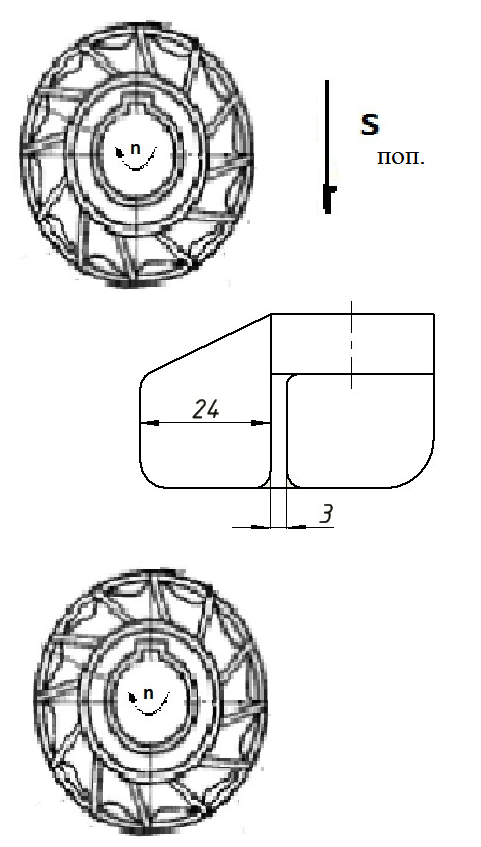
2 |
24х32 |
12 |
40 |
|
12 |
40 |
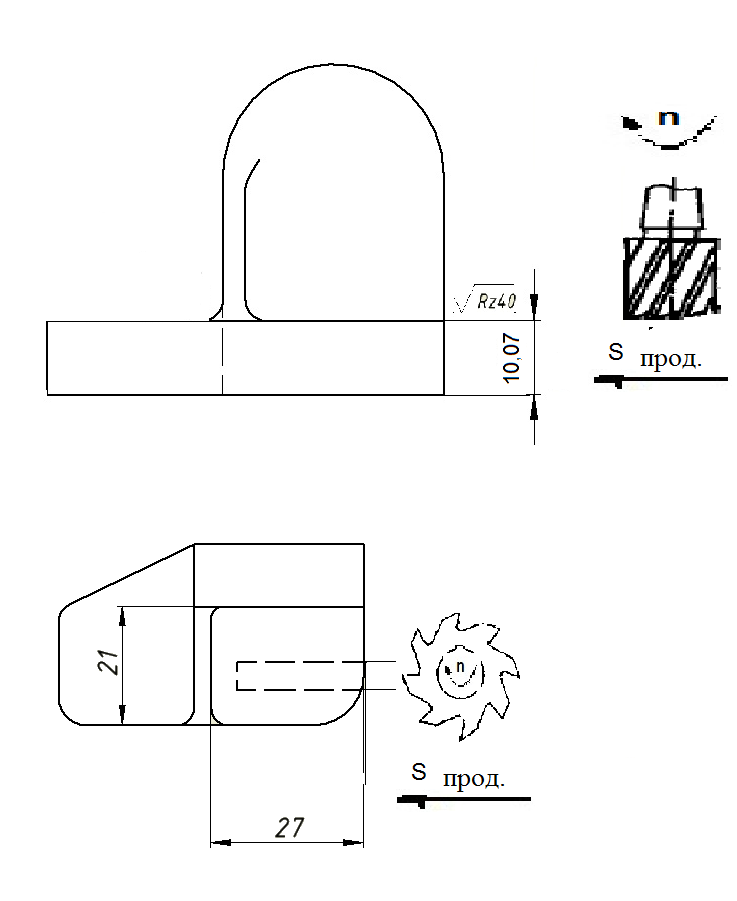
3
|
21х27 |
12 |
40 |
|
12 |
40 |
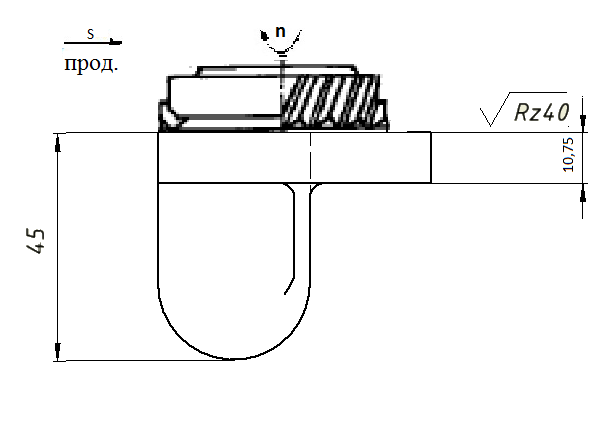
2.4. Схема технологических процессов. Расчёты режимов резанья, время работы
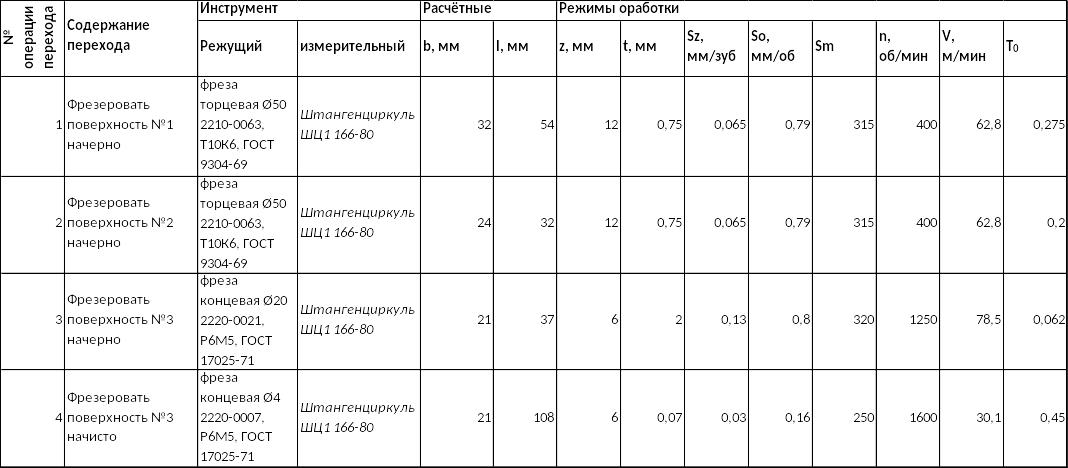
Таблица 2.2. Схема и расчет режимов резания по переходам
№ Содержание перехода |
Расчет |
|
|
|
Материал: Сплав алюминиевый АК-6 ГОСТ 4784-97 Операция - Фрезерная Станок - вертикально-фрезерный 6М12П Заготовка - поковка ОСТ 90073-85, группа контроля 2
|
Установ А |
Установить, закрепить заготовку на столе фрезерного станка в тисках |
005.Фрезерная |
|
|
|
|
|


Установ Б |
Перевернуть и установить, закрепить заготовку в машинных тисках |
|
|
|
|
010. Фрезерная |
|
|
|
|
|


015. Фрезерная |
|
|
|
|
|


2.5. Операционная карта
Сплав алюминиевый АК-6 ГОСТ 4784-97
Удельный вес: 2750 кг/м3 Твердость материала: HB 10 -1 = 95 - 100 МПа
Глава 3. Обработка отверстий на станках сверлильной группы
Цель работы: Изучить технологические возможности обработки заготовок на станках сверлильной группы (виды выполняемых работ и применяемый инструмент) и способы расчета (выбора) режимов резанья и трудовых затрат.
3.1.Назначение детали
Кронштейн— консольная опорная деталь или конструкция, служащая для крепления на вертикальной плоскости (стене или колонне) выступающих или выдвинутых в горизонтальном направлении частей машин или сооружений. Конструктивно кронштейн может выполняться в виде самостоятельной детали либо много детальной конструкции с раскосом, а также в виде значительного утолщения в базовой детали. Механический принцип действия — сопротивление материала на скол и сдвиг.