Глава 1. Технологический процесс изготовления детали в условиях единичного производства за одну операцию на токарном станке
1.1.Назначение детали
Втулка - сменяемая деталь механизма, через которую проходят вал, стержень или поршень, имеющие вращательное или прямолинейное поступательно-возвратное движение, вследствие чего изнашивается втулка., а не крупная деталь механизма, в которую втулка поставлена. Обычное сечение втулки —кольцеобразное. На паровозах втулки ставятся в тягах тормозного механизма, рессорного подвешивания, кулисного и дышлового механизма, в паровых цилиндрах и золотниковых полостях. Применение втулки в указанных механизмах облегчает достижение требуемой точности и удешевляет ремонт вследствие того, что все операции по отделке и термической обработке втулки или хромированию значительно проще, чем обработка крупной тяги или цилиндра. Постановка втулки производится под определенным давлением в зависимости от назначения материала, диаметра и её длины. Плотность постановки рассчитывается установленным допуском по наружному диаметру.
1.2. Материал
Сталь 45 σв=550 МПа/мм2 ГОСТ 1050-74
1.3. Выбор стадий обработки
Рис.1. Эскиз втулки с обозначением поверхностей

Таблица 1.1
Выбор стадий обработки |
||||||||
№ поверхности |
по чертежу |
Стадии обработки |
t, мм |
получаем |
||||
размер, мм |
δ,мм |
IT |
Ra (Rz), мкм |
IT |
Rz (Rа), мкм |
|||
1 |
Ø60-0,12 |
120 |
10 |
20 |
1. черновое точени |
5 |
12 |
40 |
2. плучист. точение |
1,5 |
10 |
20 |
|||||
2 |
80±0.1 |
200 |
12 |
20 |
1. черновое торц. |
5 |
12 |
40 |
2. получист. торц. |
0,8 |
11 |
20 |
|||||
5 |
8 |
─ |
12 |
20 |
точить канавку |
8 |
12 |
20 |
7 |
Ø54 |
|||||||
4 |
35 |
|||||||
6 |
Ø32-0,03 |
30 |
8 |
20 |
1.1 сверление Ø16 |
8 |
12 |
40 |
1.2 сверление Ø28 |
6 |
12 |
40 |
|||||
2. получист.раст. Ø29.8 |
0,9 |
10 |
20 |
|||||
3. чистовое раст. Ø30.8 |
0,1 |
8 |
6,3 |
|||||
3 |
10х45° |
─ |
12 |
20 |
точить фаску |
─ |
12 |
20 |
1.4. Схема технологических процессов. Расчёты режимов резанья, время работы
Расчёты |
Схема |
|
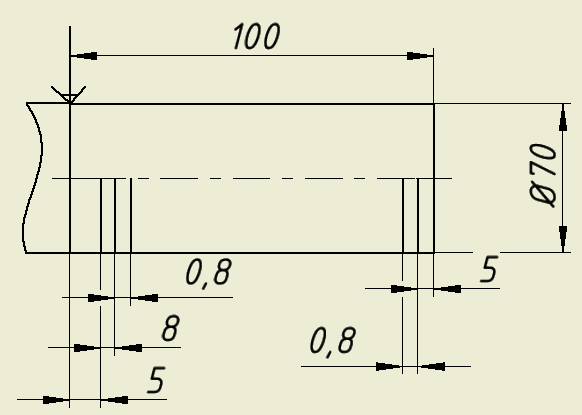
000 Заготовительная Материал: Сталь 45 σв=550 МПа/мм2 ГОСТ 1050-74 Расчет заготовки: Диаметр проката: Dз=dmax+dчист+dчер=60+ 1,5+5=66,5≈70 мм dчист=1,5 [ стр.33, таб.12, №1] dчерн=5 [ стр.33, таб.13, №1] Длина проката:
L=Lmax+1 tчист=0,8 [ стр.33, таб.13,№1] tчерн=5 [стр.33, таб.12, №1] tотр=8 [стр.35, таб.16,№1] tзазор=5
|
|
|
005 Токарная Установ А Установить заготовку с вылетом 100 мм.
|
|
|
Переход 1 : Обработать торец проходным резцом с отогнутой головкой, Т15К6
|
|
|
Переход 2 : Обработать торец как чисто проходным резцом с отогнутой головкой, Т15К6
|
|
|
Переход 3: Точить Ø61.5 в размер 98,5 проходным упорным резцом, Т15К6
|
|
|
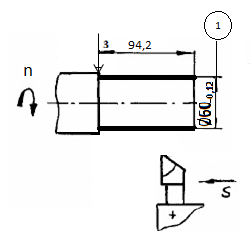
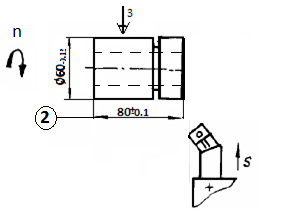
Переход 4: Точить Ø60-0,12 в размер 94,2 проходным упорным резцом, Т15К6
|
|
|
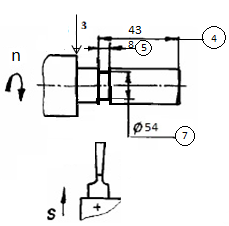
Переход 5 : выточить канавку шириной 8 мм, глубиной 3 мм отрезным резцом, Т15К6
|
|
|
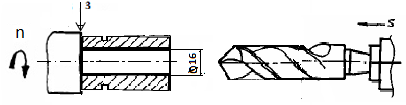
Переход 6 : Сверлить отверстие Ø16 сверлом, Р6М5
|
|
|
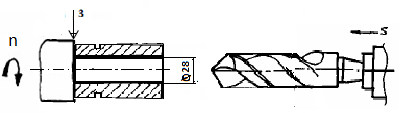
Переход 7 : Сверлить отверстие Ø28 сверлом, Р6М5
|
|
|
Переход 8 : Отрезать заготовку в размер 80,8 отрезным резцом, Т15К6
|
|
|
Установ Б : Перевернуть заготовку, установить и закрепить |
||
Переход 9 : Растачивать отверстие Ø29,8расточнымпроходным резцом с оттянутой головкой
|
|
|
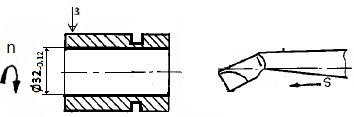
Переход 10 : Растачивать отверстие Ø32-0.12расточнымпроходным резцом с оттянутой головкой Р6М5
|
|
|
Переход 11 : Обработать торец как чисто проходным резцом с отогнутой головкой, Т15К6
|
|
|
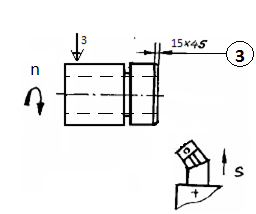
Переход 12 : Снять фаску 15х45° проходным резцом с отогнутой головкой , Т15К6
|
|
|
Схема наладки резцедержателя
|
|
|