

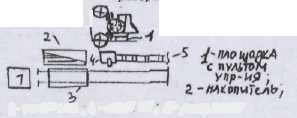
7. Техн-й процесс раскроя бревен на ленточ станках.
Состоит из 2 шкивов, на кот-е натянута бесконечная замкнутая пильная лента. Мех-м подачи совершенно отдельное устр-во. Произ-ть практически зависит от скорости подачи. Толщ. пилы зависит от D шкивов и = 1,25 мм при D=1500 мм, те потери в опилки в 2-3 раза <, чем на круглоп-х и в 1,5-2 р чем на л/р, но практически лента, сбегая и набегая на шкив дает низкое качество пов-ти пилопрод-и, что требует доп-х припус ков на механ-ю обраб-у. делают спец-е направл-ие разной конструкции (вертик-е, гориз-е). М перерабатывать бревна практически любых диаметров, но целесооб разно расп-ть толстомерное сырье, ценных дорогосто ящих пород, а тж понижен ного кач-ва( с гнилью (фаутные). В основном используют индивид способ раскроя. Для повыш-я произ-ти исп-т спаренные, счетверенные станки. Не требует точной рассорти ровки бревен по диаметрам.
![]() ,
шт/см z-
число резов на 1 бр
,
шт/см z-
число резов на 1 бр
Способы распилов-ки: круговой (1), сегментный (развально-сегмент. (2) и брусово-сегм.(3)).
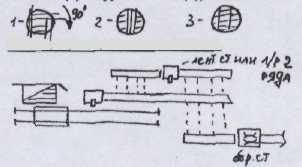
8 Техн-й процесс раскр бревен на однопроход агрегатах.Агрегаты – машины, кот вып-т одновременно неск-о опера ций:фрезер-е, пил-е, получая п/п, а все кусковые отходы перераб-ся в щепу. Меньше затраты на транспорт-ку втор. сырья, сокращ необх кол-во машин, меньше раб-го персонала, сокращ-ся площади, затраты на здание, свет, отопление, т.е сокращ капит-е влож-я. U=30-50 м/мин. Произв-ть в 2-3 р > л/р, щепа дороже опилок. но станки высоко произ-ые, поэт треб-ся большие объемы сырья опред-х парам-в; необх им потребителя щепы с учетом эффект-ой ее доставки; на щепу перераб-ся более ценная бессучковая сбеговая зона. Толщ пил 3,2 мм, поэт потери в опилки > чем на рамах. Эффект-ее перераб-ть мелкое и средн сырье. Кач пов-ти ниже, чем пиленой.ЛАПБ-предн-ны для перераб. сырья на обрезные п/м и техн.щепу.наиб эф-но d=14-18 смОкорен и рассортир-ые по диам бревна прод конвеером подаются на лесонако питель. С накопителя бревна поступ в подающ конвеер фрезернопильного станка, где перерабаты ваются на обрезные доски и технолог-ю щепу. С роликового конвеера бок-е доски попадают
на поперечный конвеер, а центральные по конвееру поступают на участок формирования пакетов. Боковые доски проходят предварит-ю торцовку и передаются на участок сортировки и пакетирования. Щепа из фрезено-пильного станка поступает в бункер.
![]() ,шт
,шт
«+» агрегатного метода.
1) <затрат на транспорт втор.сырья;2)сок-ращ необх.кол-во машин и раб.персонал; 3) ↓S, ↓ затраты на отопл.,здание,э/э; 4) ↓ капиталовл.5) П в 2-3 раза ↑,чем у л/р; 6)за счет прим-х фрез выход щепы ↑на 8-10% «-»: - огран. по d; - т.к. станки высокопроиз-е, треб-я больше сырья опр. D; - необх-о иметь потр-ля щепы с учетом эффек-ой ее доставки; - на щепу перераб-я наиболее ценная сбеговая зона бревна; - невозм-но получить специализ-ую пр-цию (обапол, муз.инстр, лыжи); - tп=3,2 мм→ ↑ потери в опилки, чем у л/р при одинак.кол-ве резов и средних D.
9 Техн-й процесс раскроя бревен на многопро ходных агрегатах.Агрегаты – машины, кот-е вып-т одновре менно неск-о опер-й: фрезер-е, пил-е, получая пилопр-ю, а все куско вые отходы перераб-ся в щепу. Меньше затра-ты на транспорт-ку втор. сырья, сокращается необходимое кол-во машин, меньше раб-го персонала, сокращ-ся площади, затра-ты на здание, свет, отопле-ние, те сокращаются ка-пит-е вложения. U=30-50 м/мин. Произв-ть в 2-3 р > л/р, щепа дороже опилок. НО станки высокопроиз-ые, поэтому треб-ся боль-шие объемы сырья опред-х параметров; необходимо иметь потребителя щепы с учетом эффект-ой ее доставки; на щепу перераб-ся более ценная бессучковая сбеговая зона. Толщина пил 3,2 мм, поэтому потери в опилки > чем на рамах. Эффект-ее перераб-ть мелкое и среднее сырье. Качество пов-ти ниже, чем пиленой. Пример: ФБС+МКС линия предназначена для переработки бревен диаметром 8-16 см на брус (доски) и техщепу. Окоренные и рассортированные по диаметру бревна продольным конвейером передаются на подающий конвейер фрезерно-брусующего станка. В станке бревно перерабатывается на двухкантный брус и техн. щепу. Брус по роликовому конвейеру передается механизмом ориентации и подачи бруса в мкс, в кот брус раскраивается на доски, поступ-е на продольный конвейер. Падающие в люк горбыли направляют в руб. машину. С роликового конвейра доски поступают на поперечный конвейер и подаются на участок обрезки, после чего так же как и центральные обрезные подаются на сортплощадку.
,шт