

Тема 4.6 Контроль якості зварювання
4.6.1 Зовнішні та внутрішні дефекти, причини їх утворення………………………34
4.6.2 Методи контролю якості зварних з’єднань……………………………………35
Запитання для самостійної роботи……………………………………………..35
Тема 4.7 Паяння металів
4.7.1 Сутність процесу паяння………………………………………………………..35
4.7.2 Паяння м’якими припоями……………………………………………………..36
4.7.3 Паяння твердими припоями…………………………………………………....36
4.74 Галузі застосування і переваги паяння металів………………………………..36
Рекомендована література ........................................................................................37
Розділ 4 Зварювання, різання, паяння металів
Тема 4.1 Загальні відомості про зварювання
1 Електрична зварювальна дуга і фактори, що впливають на стійкість її горіння. Вольт-амперна характеристики дуги.
2 Джерела живлення постійного та змінного струму: будова, принципи дії, регулювання зварювального струму, марки.
3 Зварні з’єднання та шви. Типи зварних з’єднань і конструктивні елементи. Класифікація швів. Позначення зварних швів на кресленнях.
4. Вплив хімічного складу сталі на їх зварюваність.
Зварюваність чавуну, алюмінію, міді та їх сплавів.
Попередження напружень і деформацій. Способи усунення деформацій.
5 Зварювальні матеріали. Призначення і правила вибору зварювальних матеріалів. Види зварювальних матеріалів, їх класифікація і позначення.
4.1.1 Електрична зварювальна дуга і фактори, що впливають на стійкість її горіння. Теплові характеристики дуги
Зварювання – це метод отримування нерознімних з’єднань у машинобудуванні, будівництві та багатьох інших галузях промисловості. Щоб зварити між собою конструкції, необхідно зблизити контактні поверхні до відстані міжатомної взаємодії (0,2 …0,5 мм). Використовують два способи такого зближення:
розплавлення країв з’єднувальних елементів (електродугове, газове, електрошлакове, лазерне та інщі способи зварювання);
пластичну деформацію у місцях з’єднання (електроконтактне, ультразвукове, ковальське зварювання тощо).
Найпоширенішим залишається зварювання плавленням, зварювання пластичною деформацією посідає друге місце та має тенденцію до зростання.
Ручне дугове зварювання
Суть методу: за допомогою зварювальної дуги поступово розплавляється електрод та краї заготовки, а рідкий метал щільно заповнює простір між ними, утворюючи зварювальну ванну, а після кристалізації металу – зварний шов. Метал переноситься із електроду на виріб у вигляді крапель (30…40 крапель/ с).
Зварювальною дугою називають потужний і стабільний електричний розряд у середовищі іонізованих газів та випарів металу, який супроводжується інтенсивним виділенням теплоти і світла та перенесенням електричних зарядів крізь іонізований повітряний проміжок.
Електрод на короткий час дотинають до заготовки, після цього віддаляють його на відстань довжини дуги. Під час дотику між торцем електроду та заготовкою відбувається коротке замикання, внаслідок чого метал швидко нагрівається до високої температури. Після відриву електрода з нагрітого катода (електрод) під дією електричного поля починається електронна емісія: позитивно заряджені іони з великою швидкістю рухаються до катода (рис. 4.1), а електрони та негативно заряджені іони – до анода (заготовка). Температура в центрі дуги 6000 …7000о С. Напруга, необхідна для запалювання дуги при постійному струмі 30…35 В, при змінному – 50…55 В
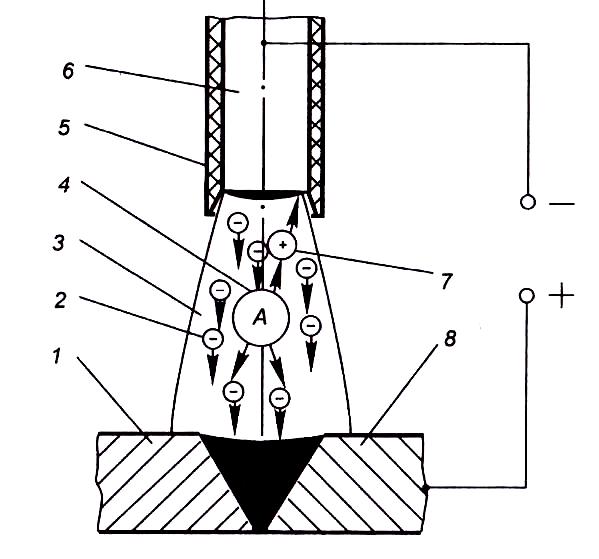
Рис. 4.1 Схема зварювальної дуги:
1,8 — заготовка; 2 — електрон; 3 — дуга; 4 — молекула повітря;
5 — покриття електрода; 6 — електродний дріт; 7 — іон
У режимі стійкого горіння напруга спадає до 18…30 В.
Напруга дуги залежить від складу газів, у яких горить дуга довжини дуги, сили струму, матеріалу електроду та виробу.
Електричні властивості дуги характеризуються напругою U струмом I та довжиною дуги і описуються її вольт-амперною характеристикою (рис. 4.2). Характеристика складається з трьох ділянок:
спадної І;
жорсткої (горизонтальної) ІІ;
крутої (зростальної) ІІІ.
Рис.
4.2
Статична
вольт-амперна характеристика дуги
(діаметр
електрода і довжина дуги постійні):
I
—
спадна,
II, III
—
жорстка і зростальна ділянки відповідно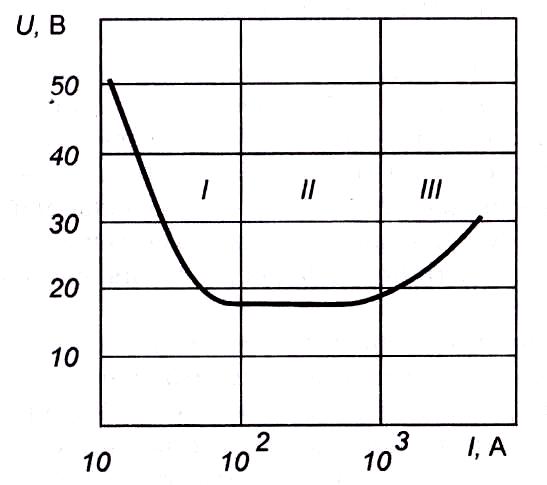
Збільшення довжини дуги зумовлює зміщення вольт-амперної характеристики вгору, зменшення – донизу.