Тема 2 електроерозійна обробка металів
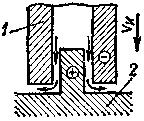
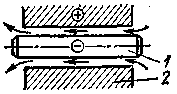
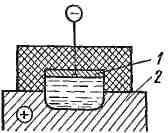
1 - електрод - інструмент; 2 - ванна; 3 - заготівля; 4 - діелектрична рідина; 5 - пластина ізолююча |
Рисунок 2.2 — Схема електроімпульсної установки 1 - електродвигун; 2 - імпульсний генератор; 3 - електрод - інструмент; 4 - заготівля; 5 - ванна для діелектричної рідини |
|||
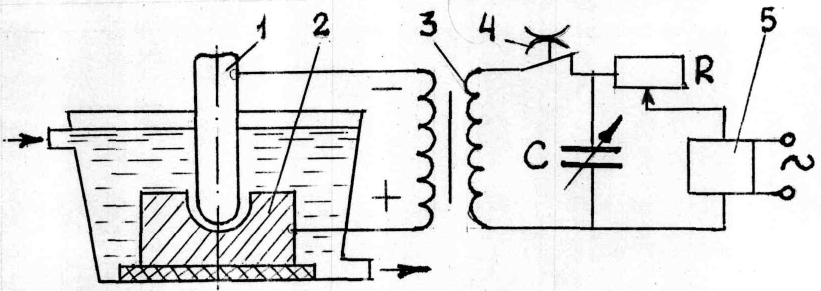
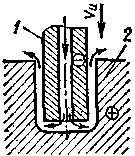
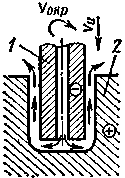
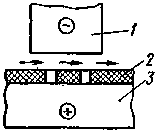
Р 1 - електрод - інструмент; 2 - заготівля; 3 - трансформатор; 4 - переривник; 5 - випрямляч |
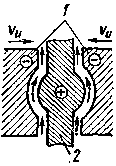
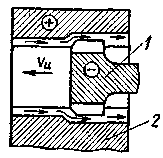
Рисунок 2.4 — Схема зворотного копіювання 1 - електрод - інструмент; 2 - заготівля; 3 - ванна; 4 - діелектрик; 5 - продукти обробки |
|||
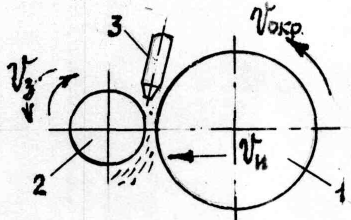
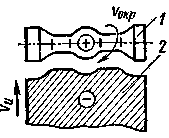
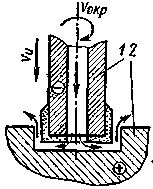
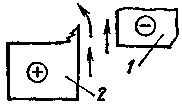
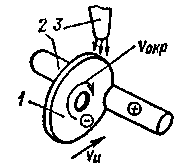
Р 1 - електрод - інструмент; 2 - заготівля; 3 - насадка |
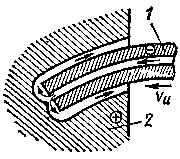
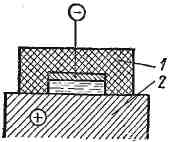
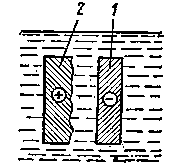
Р 1 - заготівля; 2 - інструмент; 3 - трансформатор |
|||
Р |
Рисунок 2.8 |
|||
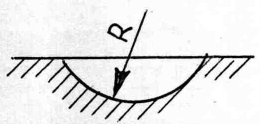
Рисунок 2.9 — Форма лунки |
||||
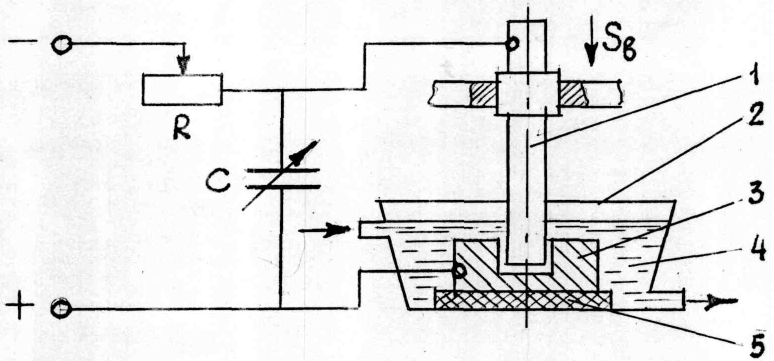 Рисунок
2.1 - Схема електроіскрового верстата
Рисунок
2.1 - Схема електроіскрового верстата
 исунок
2.3 — Схема високочастотної електроіскрової
обробки
исунок
2.3 — Схема високочастотної електроіскрової
обробки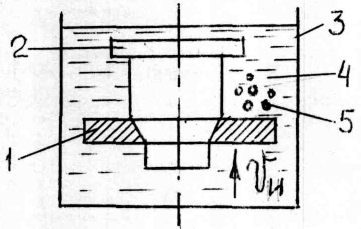
 исунок
2.5 - Схема електроерозійного шліфування
исунок
2.5 - Схема електроерозійного шліфування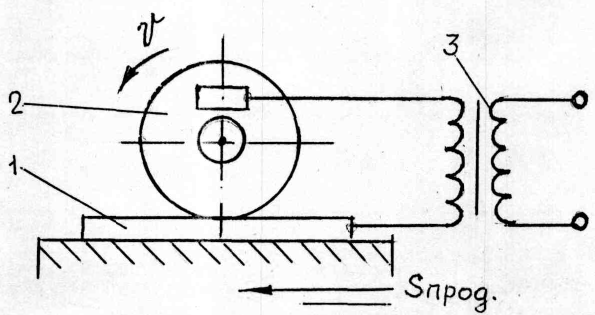 исунок
2.6 — Схема електроконтактній обробки
плоскої поверхні
исунок
2.6 — Схема електроконтактній обробки
плоскої поверхні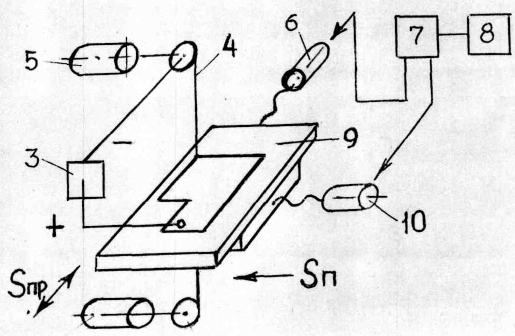 исунок
2.7 — Схема копіювально-вирізного
електроерозійного верстата зі ЧПК1 -
котушка із дротом; 2 - електропривод
натягу дроту; 3 - генератор імпульсів;
4 - інструмент - дріт; 5 - електропривод
подачі дроту; 6 - електропривод гвинта
поздовжньої подачі стола; 7 - пристрій
системи ЧПУ; 8 - пристрій, що зчитує, і
програмоносій; 9 - стіл; 10 - електропривод
гвинта поперечної подачі стола
исунок
2.7 — Схема копіювально-вирізного
електроерозійного верстата зі ЧПК1 -
котушка із дротом; 2 - електропривод
натягу дроту; 3 - генератор імпульсів;
4 - інструмент - дріт; 5 - електропривод
подачі дроту; 6 - електропривод гвинта
поздовжньої подачі стола; 7 - пристрій
системи ЧПУ; 8 - пристрій, що зчитує, і
програмоносій; 9 - стіл; 10 - електропривод
гвинта поперечної подачі стола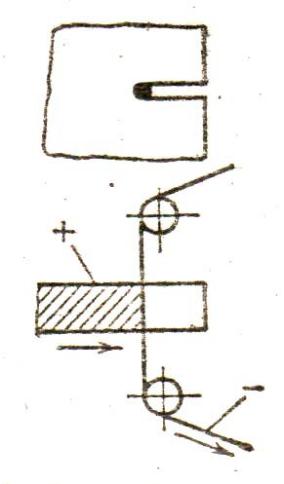
Р 1 - катод; 2 - мікропорція металу, виплавлена на поверхні катода; 3 - газовий міхур; 4 - розплавлені частки металу; 5 - робоча рідина - діелектрик; 6 - анод |
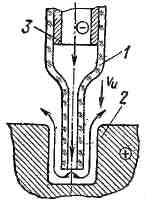
Рисунок 2.11 — Схема гідравлічної системи верстата 1 - бак; 2 - насос; 3 - манометри; 4 - фільтр; 5 - пристрій для регулювання витрати робочої рідини; 6 - заслінка; 7 - перетворювач; 8 - ротаметр; 9, 10 - крани; 11 - порожній електрод - інструмент; 12 - заготівля; 13 - робоча ванна; 14 - зливальний отвір
|
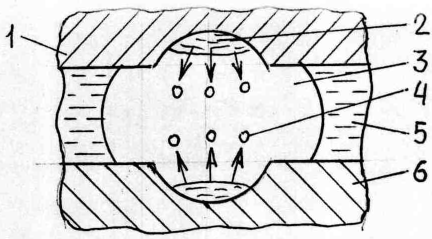 исунок
2.10 — Схема електричного розряду між
електродами
исунок
2.10 — Схема електричного розряду між
електродами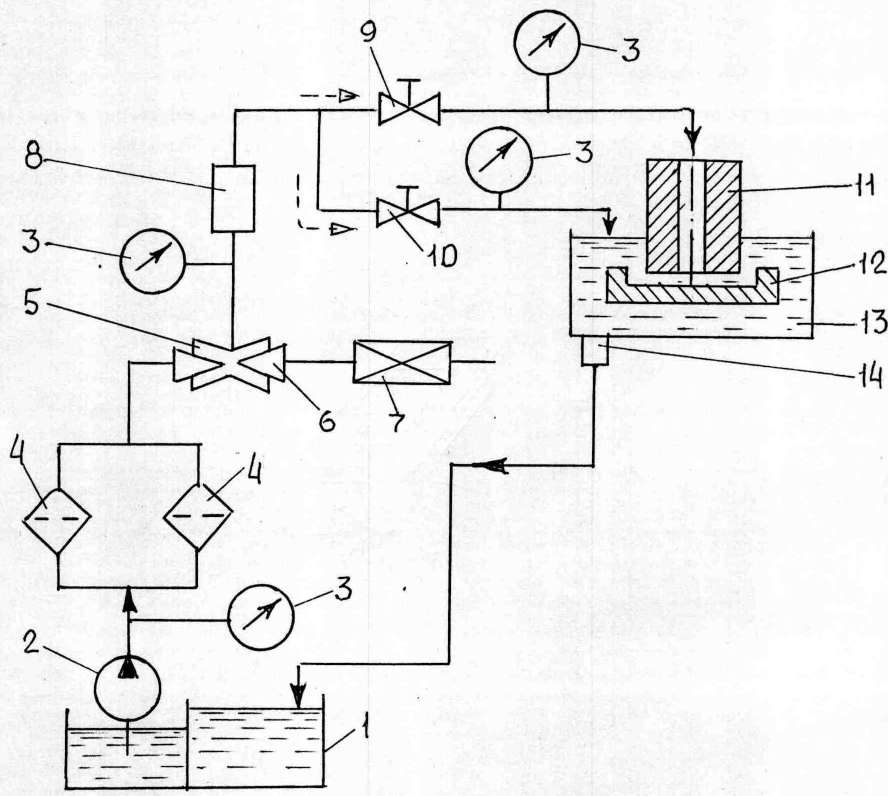
Тема 3 розмірна електрохімічна обробка
Таблиця 3.1 – Кінематичні схеми та особливості різновидів ЕХО
МЕП - міжелектродний проміжок
Вид ЕХО |
Визначення виду |
Кінематична схема |
Особливості схеми |
Технологічні особливості |
Область застосування |
1 |
2 |
3 |
4 |
5 |
6 |
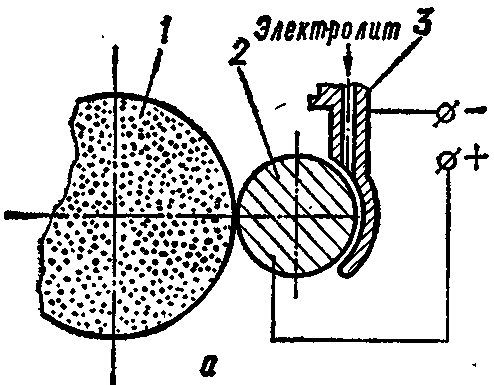
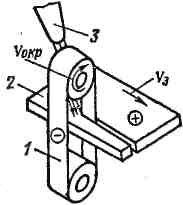
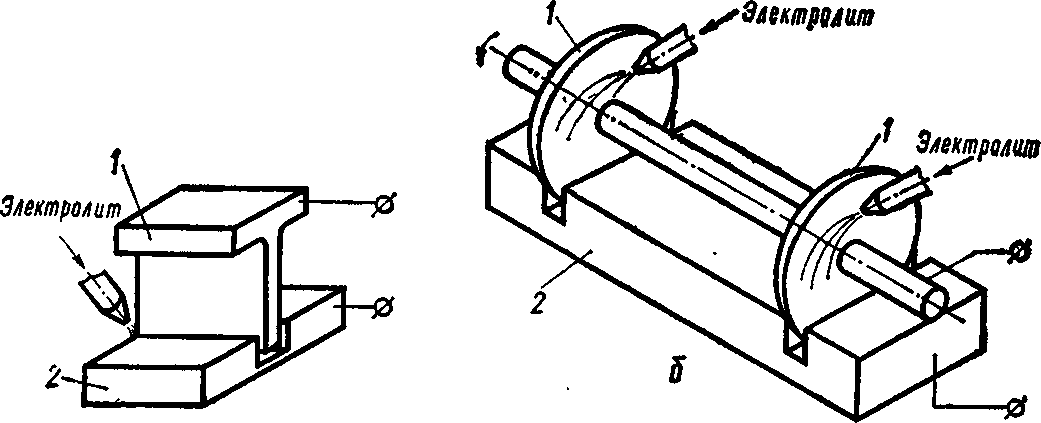
Електрохімічна відрізка (ЕХВт) |
Електрохімічна обробка, при якій заготівля розділяється на частині |
|
ЕІ 2 -
диск, виконаний з електропровідного
матеріалу, обертається зі швидкістю
|
Електроліт подається в МЕП через сопло 3 за допомогою обертового ЕІ; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Відрізка тонколистових заготівель і профілів невеликого перетину |
ЕІ 2 - абразивне або алмазне коло з електропровідним зв'язуванням обертається зі швидкістю ; заготівля 1 переміщається поступально зі швидкістю |
Електроліт подається в МЕП через сопло 3 за допомогою обертового ЕІ; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення й абразивного впливу ЕІ на заготівлю; ЕІ зношується незначно |
Відрізка заготівель товщиною або діаметром до 25 мм із важкооброблюваних сталей і сплавів |
Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
ЕІ1 - металевий дріт або стрижень нерухомі; заготівля 2 переміщається поступально зі швидкістю |
Електроліт попадає в МЕП через сопло 3; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Відрізка заготівель із твердих і грузлих сталей і сплавів; обробка поверхонь складної форми |
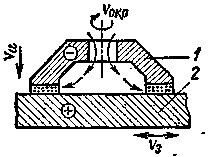
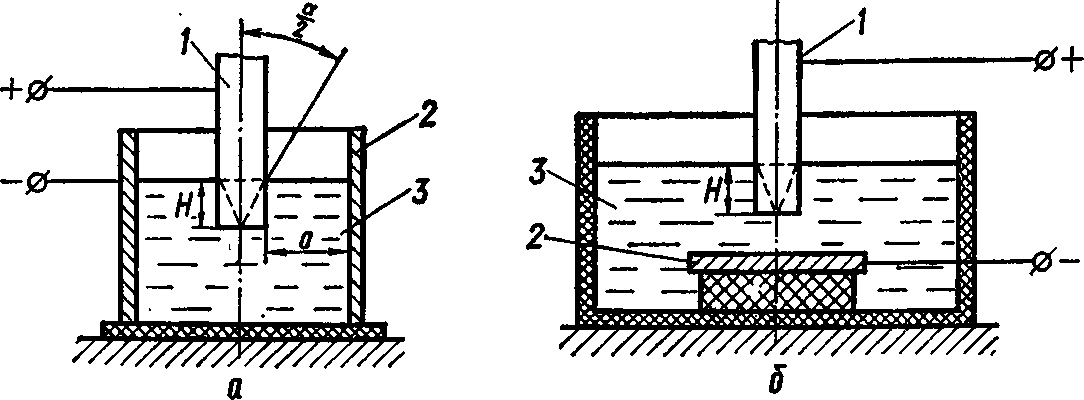
Електрохімічне об'ємне копіювання (ЕХОК) |
Електрохімічна обробка, при якій форма ЕІ відображається в заготівлі |
|
ЕІ 1, виконані з електропровідного
матеріалу, поступально переміщаються
зі швидкістю
|
Електроліт подається в МЕП через порожнину ЕІ або зі спеціальної камери; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Формоутворення зовнішніх і внутрішніх поверхонь |
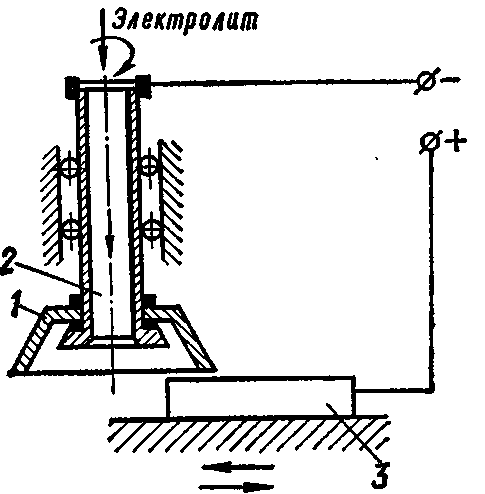
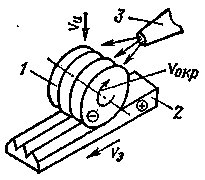
Електрохімічне точіння (ЭХТ) |
Електрохімічна обробка при обертанні заготівлі й поступальному переміщенні ЕІ |
|
ЕІ 2, виконаний з електропровідного матеріалу, поступально переміщається зі швидкістю ; заготівля 1 обертається зі швидкістю |
Електроліт через порожнину ЕІ подається в МЕП знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Формоутворення зовнішніх, внутрішніх і торцевих поверхонь заготівель із важкооброблюваних матеріалів, корпусних і тонкостінних деталей |

Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
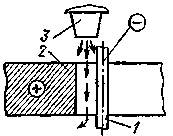
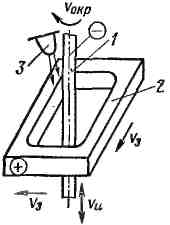
Електрохімічне прошивання (ЕХПР) |
Електрохімічна обробка, при якій ЕІ, заглиблюючись у заготівлю, утворить отвір постійного перетину |
|
ЕІ 1, виконаний з електропровідного матеріалу, переміщається поступально зі швидкістю ; заготівля 2 нерухома |
Електроліт подається в МЕП через порожнину ЕІ або зі спеціальної камери; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Формоутворення наскрізних і глухих отворів різної форми |
|
Електрод - інструмент, виконаний з електропровідного матеріалу, переміщається зі швидкістю ; заготівля 2 нерухома
|
Електроліт подається в МЕП через порожнину ЕІ або зі спеціальної камери; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Формоутворення пазів й інших елементів у заготівлях з попередньо обробленим отвором |
||
|
ЕІ 1, виконаний з електропровідного матеріалу, обертається зі швидкістю й має поступальне переміщення зі швидкістю , заготівля 2 нерухома |
Формоутворення глухих циліндричних отворів невеликого діаметра |
|||
|
ЕІ 1 - алмазний пустотілий свердел обертається зі швидкістю й має поступальне переміщення зі швидкістю ; заготівля 2 нерухома
|
Електроліт подається через порожнину ЕІ; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення й абразивного впливу ЕІ на заготівлю; ЕІ зношується незначно |
Формоутворення циліндричних отворів у заготівлях з важкооброблюваних сталей і сплавів
|

Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
ЕІ 1 виконаний з металу, переміщається по складній криволінійній траєкторії зі швидкістю ; заготівля 2 нерухома
|
Електроліт подається через порожнину ЕІ; знімання металу відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Формоутворення отворів із криволінійною віссю |
Електрохімічне прошивання струминне (ЕХПС) |
Електрохімічне прошивання з використанням сформованого струменя електроліту |
|
ЕІ, корпус 1 якого виконаний з електроізоляційного матеріалу (скла), має катодну втулку 3, ЕІ поступально переміщається зі швидкістю ; заготівля 2 нерухома |
Формоутворення отворів діаметром 0,3- 1,5 мм |
|
Електрохімічне калібрування (ЕХК) |
Електрохімічна обробка поверхні з метою підвищення її точності й зниження шорсткості |
|
ЕІ 1, виконаний з електропровідного матеріалу, і заготівля 2 не переміщаються |
Електроліт зі спеціальної камери подається в МЕП; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Чистова обробка попередньо виконаних внутрішніх і зовнішніх поверхонь із плавними переходами при поліпшенні параметрів висоти їхньої шорсткості |
Електрохімічна обробка поверхні з метою підвищення її точності й зниження шорсткості |
|
ЕІ 1, виконаний з електропровідного матеріалу, поступально переміщається зі швидкістю ; заготівля 2 нерухома
|
Електроліт зі спеціальної камери подається в МЕП; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Чистова обробка попередньо виконаних внутрішніх і зовнішніх поверхонь, що мають різкі переходи (шліцові вали, отвори, зуби шестірень) |
Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
Електрохімічне видалення задирок (ЕХВЗ) |
Електрохімічна обробка, при якій віддаляються задирки заготівлі (із притупленням гострих крайок) |
|
ЕІ 1, виконаний з електропровідного матеріалу, і заготівля 2 нерухомі
|
Електроліт подається між ЕІ й ділянками заготівлі, на яких є задирки; наприкінці обробки в місцях, де віддаляються задирки, заокруглюються крайки; знімання відбувається за рахунок електрохімічного розчинення; ЕІ не зношується |
Видалення задирок із крупно модульних шестірень шліцьових валиків у важкодоступних ділянках паливної й пнемоапаратури
|
Електрохімічне маркірування (ЭХМ) |
Нанесення знаків і зображень |
|
ЕІ 1 - штемпель і заготівля 2 нерухомі
|
ділянку заготівлі, що маркують змочують електролітом і на це місце прикладають штемпель; маркірування виробляється за рахунок утворення знаків глибиною кілька мікрометрів; ЕІ зношується незначно |
Маркірування деталей, не підданих абразивному, хімічному й термічному впливу |
|
ЕІ 1- штемпель і заготівля 2 нерухомі
|
Електроліт подають між поверхнею заготівлі,що маркують й робочою поверхнею штемпеля; маркірування виробляється за рахунок електрохімічного розчинення й утворення знаків глибиною 0,2-0,3 мм; ЕІ не зношується |
Маркірування деталей, що піддаються в процесі експлуатації механічному або хімічному впливу |
||
|
ЕІ 1, виконаний з електропровідного матеріалу, трафарет 2 і заготівля S нерухомі |
Електроліт подають між ЕІ й трафаретом; маркірування виробляється за рахунок електрохімічного розчинення й утворення знаків глибиною до 0,2 мм; ЕІ не зношується |
|||
Електрохімічне полірування (ЭХП) |
Чистова обробка поверхні |
|
ЕІ 1 - металева пластина й заготівля 2 нерухомі
|
ЕІ й заготівля містяться в електроліт; він нерухомий або перемішується; згладжування мікронерівностей заготівлі відбувається за рахунок більше інтенсивного розчинення вершин гребінців |
Зменшення значення висоти шорсткості поверхонь із доданням їм дзеркального блиску |
Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
Анодно-механічна обробка (АМО) |
Електрохімічна обробка в рідкому середовищі, при якій здійснюється розчинення матеріалу ЭЗ із утворенням на оброблюваній поверхні окісних плівок; останні механічно віддаляються |
|
ЕІ 1 - механічний диск обертається зі швидкістю й переміщається зі швидкістю на заготівлю 2
|
Електроліт через сопло 3 подається в МЕП обертовим диском або стрічкою, що рухається; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення й електротермічного впливу; зношування ЕІ значний |
Відрізка заготівель із важкооброблюваних матеріалів висотою або діаметром до 200 мм |
|
ЕІ 1 - металева стрічка переміщається по обертовим зі швидкістю опорам; заготівля 2 поступально переміщається зі швидкістю |
Відрізка заготівель із важкооброблюваних матеріалів висотою або діаметром до 700 мм
|
|||
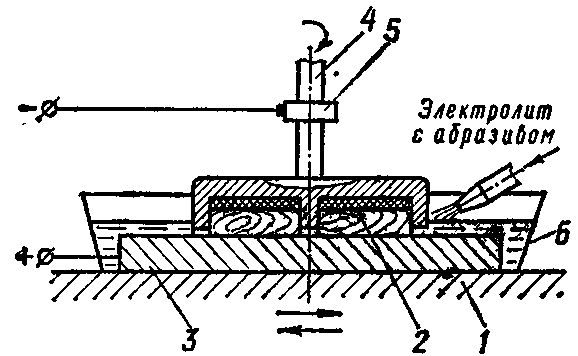
Електрохімічне плоске шліфування (різновид ЕХШ) |
Шліфування з використанням електрохімічного розчинення |
|
ЕІ 1 - абразивне або алмазне коло з електропровідним зв'язуванням обертається зі швидкістю й переміщається у вертикальній площині зі швидкістю ; заготівля 2 має зворотно-поступальне переміщення зі швидкістю |
Електроліт подається через центральний отвір ЕІ в його внутрішню порожнину й попадає в робочу зону між торцем кола й оброблюваною поверхнею заготівлі; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення й абразивного впливу; ЕІ зношується незначно |
Шліфування площин заготівель із важкооброблюваних сталей і сплавів |
|
ЕІ 1 - абразивне або алмазне коло з електропровідним зв'язуванням обертається зі швидкістю й переміщається у вертикальній площині зі швидкістю ; заготівля 2 переміщається зі швидкістю |
Електроліт через сопло 3 подається на обертовий ЕІ й попадає в робочу зону: знімання металу заготівлі виробляється за рахунок електрохімічного розчинення й абразивного впливу ЕІ на заготівлю; ЕІ зношується незначно |
Шліфування фасонних поверхонь заготівель із важкооброблюваних матеріалів |
Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
Електрохімічне кругле шліфування (різновид ЭХШ) |
|
|
ЕІ 1 - абразивне або алмазне коло з електропровідним зв'язуванням обертається зі швидкістю й переміщається зі швидкістю ; заготівля 2 робить зворотно-поступальне переміщення зі швидкістю й обертається навколо своєї осі |
|
Шліфування зовнішніх (а) і внутрішніх (б) поверхонь заготівель із важкооброблюваних матеріалів |
Електрохімічне заточення (ЕХЗ) |
Заточення робочих поверхонь різальних інструмент |
|
ЕІ 1 - алмазне коло з електропровідним зв'язуванням обертається зі швидкістю ; заточує інструмент, що, 2 подається на ЕІ зі швидкістю
|
Електроліт через сопло 3 подається на торець ЕІ й попадає в робочу зону; знімання металу виробляється одночасно по всій заточувати поверхні, що, за рахунок електрохімічного розчинення й абразивного впливу ЕІ на заготівлю; ЕІ зношується незначно |
Заточення різальних інструмент із напаяними твердосплавними пластинами (різців, фрез й ін.) |
Електрохімічне доведення (ЕХД) |
Доведення з використанням електрохімічного розчинення металу |
|
ЕІ 1 - дріт (стрижень) з нанесеним алмазним - шаром обертається зі швидкістю й має переміщення зі швидкістю ; заготівля 2 переміщається в потрібному напрямку зі швидкістю |
Електроліт подається через сопло 3 і попадає в робочу зону; знімання металу заготівлі відбувається за рахунок електрохімічного розчинення й абразивної обробки; ЕІ зношується незначно |
Доведення отворів різної форми (переважно складної) |
Електрохімічне суперфінішування (ЭХСф) |
Суперфінішування з використанням електрохімічного розчинення металу |
|
Брусок 2 коливається, переміщаючись уздовж осі заготівлі 3, і підтискається до її поверхні; заготівля обертається зі швидкістю ; катод 4 нерухомий
|
Електроліт подається із сопла 1 у МЕП; у результаті електролізу в западинах і на вершинах мікронерівностей утвориться пасивна плівка; притиранням віддаляється ця плівка переважно на вершинах мікронерівностей, при цьому прискорюється їхнє анодне розчинення; ЕІ не зношується; притирання зношується не значно |
Суперфінішування поверхонь заготівель із грузлих матеріалів |



Продовження таблиці 3.1
1 |
2 |
3 |
4 |
5 |
6 |
Електрохімічне хонінгування (ЭХХ)
|
Хонінгування з використанням електрохімічного розчинення металу |
|
ЕІ (хон), що складається з електропровідного корпуса 1 й абразивних або алмазних брусків 2, обертається зі швидкістю й має щодо заготівлі 3 зворотно-поступальне переміщення зі швидкістю |
Електроліт прокачується між оброблюваною поверхнею заготівлі й корпусом хона; знімання металу виробляється за рахунок електрохімічного розчинення й абразивного впливу ЕІ на заготівлю |
Хонінгування внутрішніх і зовнішніх поверхонь заготівель |
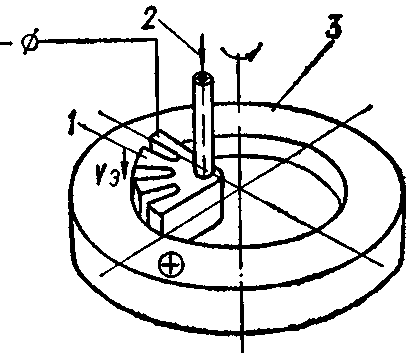
Електрохімічне абразивне полірування (ЭХАП) |
Абразивне полірування з використанням, електрохімічного розчиненняметалу |
|
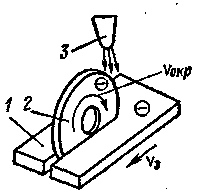
ЕІ 1 - диск із електропровідного матеріалу обертається зі швидкістю ; заготівля 2 переміщається зі швидкістю v3; ЕІ й заготівля перебувають в електроліті |
Електроліт, що містить абразивні зерна, обновляється в МЕП за рахунок обертання ЕІ; електрохімічне розчинення оброблюваної поверхні заготівлі доповнюється видаленням з її пасивних плівок абразивними зернами |
Полірування деталей із грузлих матеріалів |
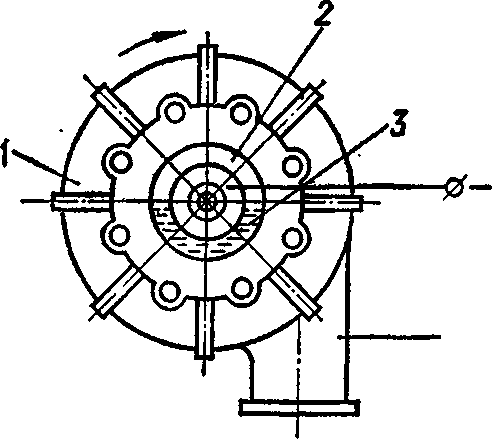
Електрохімічна рідинно- абразивна обробка (ЭХРАО) |
Рідинно-абразивна обробка з використанням електрохімічного розчинення металу |
|
Барабан 1, стінками якого є електроди 2 і діелектричні пластини-сітки 5, з електролітом, заготівлями 3 й абразивним матеріалом 4 обертається зі швидкістю |
Електроліт обновляється; видалення задирок із заготівель і зниження шорсткості їхніх поверхонь відбувається за рахунок електрохімічного розчинення й абразивного впливу; електрод-анод зношується |
Видалення задирок із зовнішніх крайок заготівель |
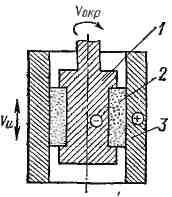
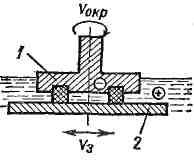

Рисунок 3.1 - Схема формоутворення деталі при електрохімічногідравлічній обробці |
Рисунок 3.2 - Обробка отворів груповим електродом |
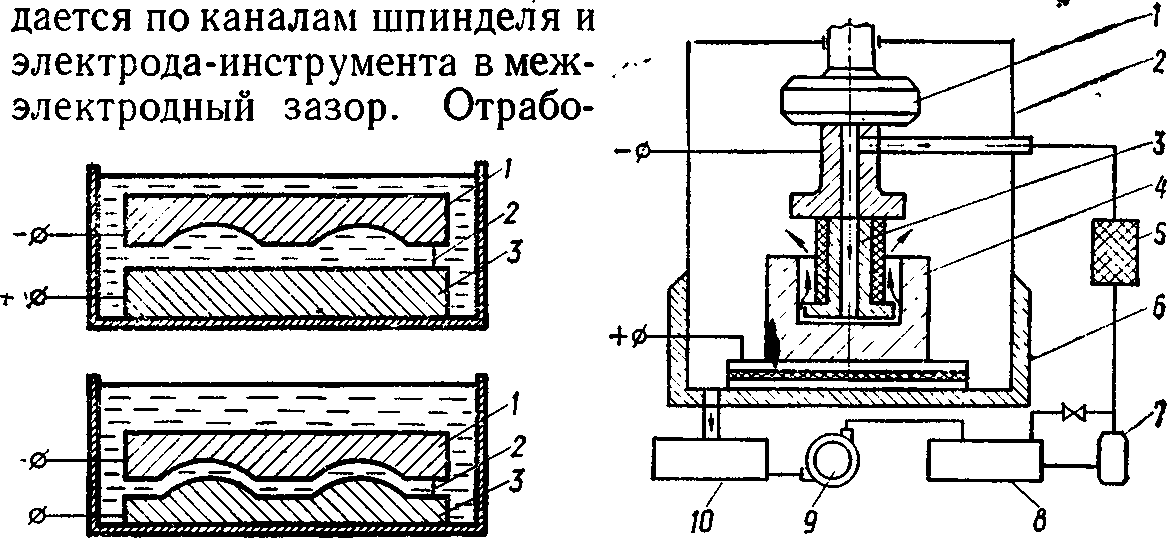
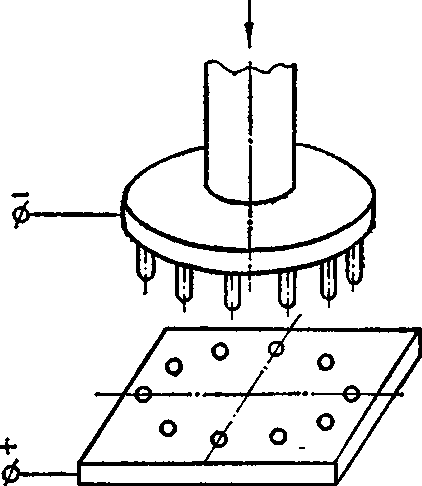
Рисунок 3.3 - Схема електрохімічногідравлічної обробки порожнини щтампу |
Рисунок 3.4 - Схема обробки кільцевих канавок. |
|||
Рисунок 3.5 - Схема обробки циліндричної поверхні деталей типу тіл обертання |
Рис. 3.6 - Схема обробки зовнішніх циліндричних поверхонь |
|||
Рисунок 3.7 - Обробка торцевої поверхні секторним електродом
|
Рисунок 3.8 - Схема обробки пера лопатки рухливими електродами |
|||
а Рисунок 3.9 - Схема обробки пластинчастим (а) і дисковим (б) електродами |
Рисунок 3.10 - Схема загострення деталей типу голок.
|
|||
Р |
Р |
|||

 исунок
3.11 – Механізм електрохімічномеханічної
обробки абразивонесучим інструментом
исунок
3.11 – Механізм електрохімічномеханічної
обробки абразивонесучим інструментом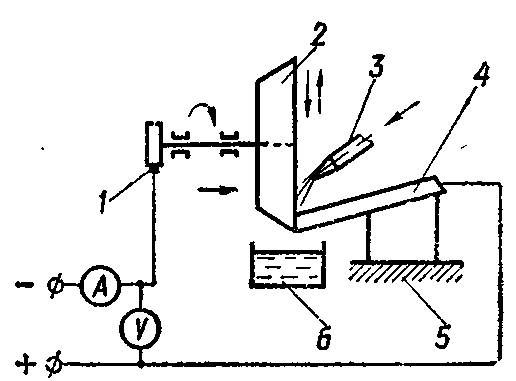 исунок
3.12 - Схема обробки електроабразивним
колом
исунок
3.12 - Схема обробки електроабразивним
колом
Рисунок 3.13 - Схема електроалмазної обробки: 1 - алмазонесучий металевий диск; 2 - електроліт; 3-деталь |
Рисунок 3.14 - Схема електроалмазного фрезерування: а - периферійного; б - торцевого |
||
Рисунок 3.15 - Схема електрохімічномеханічної обробки з абразивонесучим електролітом |
Рисунок 3.16 - Схема обробки електронейтральним інструментом |
||
Рисунок 3.17 - Схема електрохімічномеханічного полірування |
|||