

Машины для контактной сварки арматурных стержней, сеток и каркасов
Классификация машин
При изготовлении арматурных изделий и закладных деталей в заводских условиях применяют различные виды сварки. При производстве сеток, плоских и объемных каркасов с расположением пересекающихся стержней с углом между их осями от 30 до 90° осуществляют контактную точечную сварку, используя специализированное или общего назначения оборудование. Соединение отдельных арматурных стержней между собой производят стыковой контактной сваркой. При изготовлении нестандартных изделий или при невозможности использовать машины стыковые соединения арматуры выполняют и ручной дуговой сваркой с круглыми накладками или внахлестку.

Рис. . Схема подвода сварочного тока к свариваемым арматурным стержням: а - двусторонний подвод; б - односторонний подвод; 1 - электроды; 2 – свариваемые арматурные стержни; 3 - сварочные трансформаторы
Подвод тока к свариваемым стержням в машинах может быть двусторонним, когда ток подводится к каждому из двух пересекающихся стержней, и односторонним, когда ток подводится с одной стороны к двум одинаково направленным стержням и проходит по пересечениям стержней и перемычке .
Сварочные машины бывают одно- и многоточечными (многоэлектродными). Одноточечные машины имеют одну пару электродов, с помощью которых одновременно сваривается только одно пересечение стержней, многоточечные несколько пар электродов, с помощью которых можно сваривать одновременно несколько пересечений арматурных стержней. В сварочных машинах используются электромеханические, гидравлические, пневматические и пневмогидравлические приводы.
Автоматизированные линии, установки и машины для изготовления арматурных сеток, закладных деталей и сборки объемных арматурных каркасов
АВТОМАТИЗИРОВАННЫЕ ЛИНИИ И ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК
Для изготовления арматурных сеток многоточечные сварочные машины компонуют в автоматизированные линии с машинами, выполняющими другие операции при изготовлении сеток, что позволяет увеличить производительность оборудования и улучшить условия труда. Разработаны следующие. типы линий: 7934/1, 7934/2, 7850, 7728А/3, 7728/4, 7780/1, 7780/2 и др.
Автоматизированная линия 7934/1 предназначена для изготовления арматурных сеток шириной до 3800 мм с про-дольной арматурой диаметром до 6 мм и поперечной диаметром до 10 мм. В состав автоматизированной линии входят 12 трехместных бухтодержателей СМЖ-58А или СМЖ-495А для мотков продольной арматуры, консольный кран СМЖ-6А (или кран другого типа), правильное устройство СМЖ-288-2Б, многоэлектродная сварочная машина АТМС-14х75-7-2, ножницы СМЖ-60А для поперечного резания сеток и рычажный пакетировщик СМЖ-61В.
Для возможности стыковки концов израсходованной продольной арматуры с концами арматуры с новых мотков в некоторых случаях линию укомплектовывают машиной для стыковой сварки МС-502 и электроточилом 7247с/7 с наждачным кругом для зачистки грата, образующегося при стыковой сварке.
Работает линия 7934/1 следующим образом. Мотки проволоки устанавливают на бухтодержателе 2 с помощью консольного крана 1. Концы проволок свариваются с помощью машин 3 и зачищаются электроточилом 4. Затем с мотков их заправляют через ролики правильного устройства 5 в направляющие трубки к электродам сварочной машины, где они свариваются с поперечным прутком. После этого включается сварочная машина 8 и работа линии происходит в автоматическом режиме. Крючки каретки захватывают поперечный пруток сетки и продвигают ее на шаг, вытягивая проволоки с бухтодержателей. Проходя через правильные устройства, проволоки правятся. После продвижения свариваемой сетки на очередной шаг механизмом сварочной машины подается очередной поперечный пруток, который приваривается к продольным проволокам. Свариваемая сетка выходит из электросварочной машины, проходя через ножницы 7 и опираясь на направляющие пакетировщика 6. Дойдя до конечного выключателя пакетировщика, установленного в соответствии с требуемой длиной сетки, последняя упирается в его флажок, который воздействует на конечный выключатель, давая команду на срабатывание пневмосистемы пакетировщика. Направляющие пакетировщика 6 раздвигаются пневмоцилиндрами, и сетка падает вниз, образуя транспортный пакет 9. В это время происходит сварка следующей сетки.

Рис. .Автоматизированная линия 7934/1 для изготовления сеток шириной до 3800мм
Установка СМЖ-117А предназначена для изготовления арматурных каркасов безнапорных железобетонных труб длиной 5 м.
С раструбом конической формы и диаметром 400 .. 1500 мм. На ней используют продольную арматуру в виде мерных прутков, а поперечную - в виде проволоки, сматываемой с мотков. Установка включает в себя приводную планшайбу 4, тележку 8 с конической оправкой, привод тележки 9, синхронизатор планшайбы, сварочный агрегат 13, бухтодержатели 14 для поперечной арматуры и электрооборудование. Планшайба выполнена в виде диска, установленного на роликовые опоры и соединенного с валом 2, задний конец которого опирается на подшипник стойки 1.
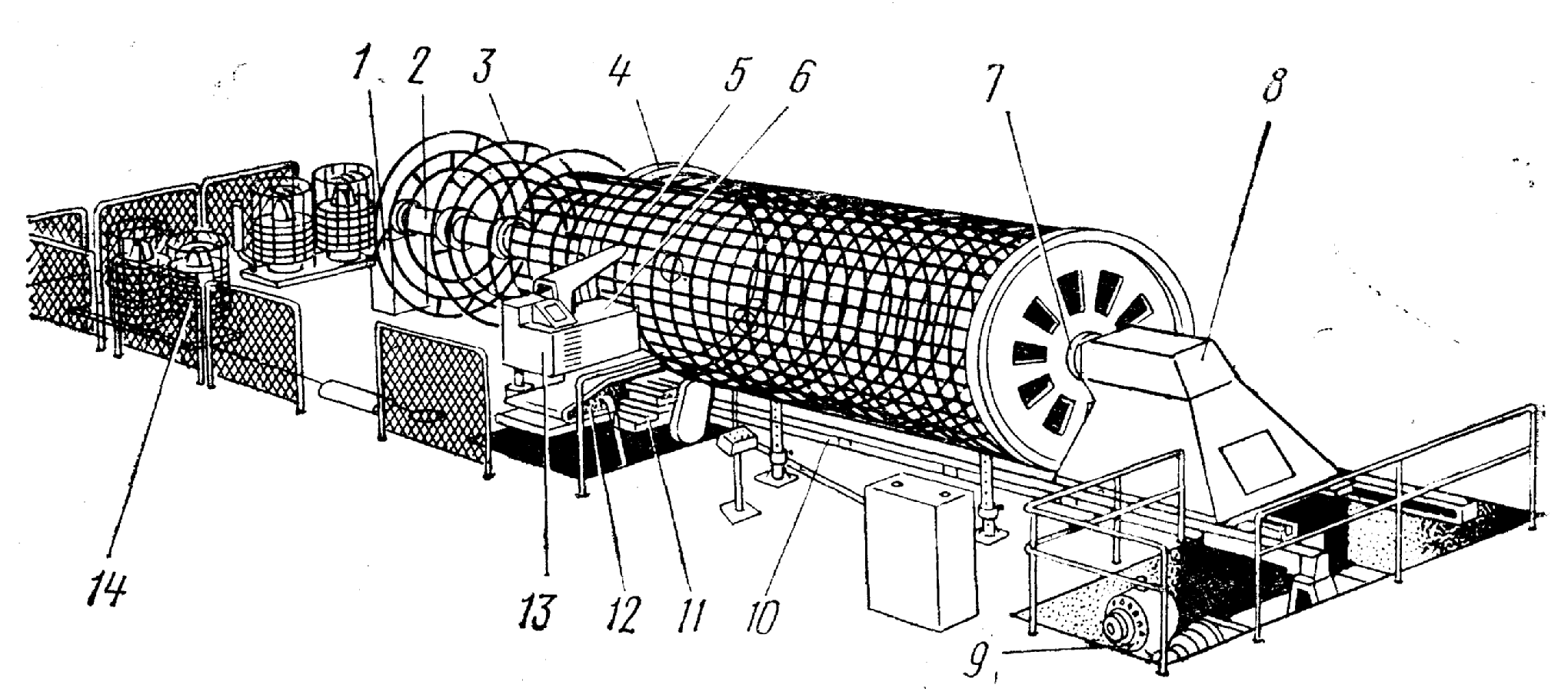
Рис. . Установка СМЖ-1 17А для изготовления арматурных каркасов железобетонных труб
Привод планшайбы осуществляется от четырехскоростного элёктродвигателя через промежуточные передачи и зубчатый венец. На приводной планшайбе закреплена сменная цилиндрическая оправка 5, имеющая направляющие для ориентации продольных арматурных стержней, которые поддерживаются так же распределительными кольцами 3, установленными на валу планшайбы. Тележка перемещается на катках в продольных направляющих 10 установки. На шпинделе 7 установлены сменные тянущие конические оправки с быстродействующими шариковыми зажимами для закрепления концов продольных стержней каркаса. для предотвращения скручивания свариваемого каркаса вращение с приводной планшайбы передается на конусную оправку с помощью синхронизирующего вала. Привод тележки осуществляется от электродвигателя постоянного тока и асинхронного электродвигателя для ускоренного возврата тележки в исходное положение. Сварочный агрегат 13 состоит из трансформатора, сварочной головки 6, суппорта 11 продольной подачи головки, поворотной платформы 12, суппорта поперечной подачи с приводом и механизма поворота. Сварочная головка имеет два точечных электрода сопровождения, закрепленных на концах штоков плунжерных гидроцилиндров. Механизм приема каркасов представляет собой две стойки с поворотными рычагами, несущими приемные штанги. Бухтодержатель для поперечной арматуры имеет вертикальную ось, на которую надевается съемная вертушка, и тормозное устройство.

Рис. . Кинематическая схема установки СМЖ - 117А: 1 - привод вращения планшайбы; 2 - привод поперечной подачи сварочного агрегата; 3 - гидропневматический привод сварочных электродов; 4 - привод холостого хода тележки; 5 - привод рабочего хода тележки; 6 - привод продольной подачи сварочного агрегата.
На рис. показана кинематическая схема установки СМЖ-1 17А.
В отечественной практике используют также установки для сварки арматурных каркасов труб или свай, в которых сварка арматуры осуществляется роликовыми электродами.