

16.Определение пропускной способности и диаметра нефтегазовых сепараторов. Расчет циклонных сепараторов.
При сепарации Н и Г происходит выделение из нефти окклюдированного газа и очистка газа от распыленной жидкости.
Окклюдированный – от лат.защемленный, мельчайшие пуз-ки с размером больше зародышевых, для тоделения от Н к.необходимо длит.время.
В соотв-ии с назначением в н/г сепар-ах им-ся 4 зоны-секции:
разделительная; 2) осадительная; 3) отбора продукции; 4) отбойная.
Пропускная способность сепаратора определяется:
,
диаметр сепаратора определяется:
Теория расчета циклонов основана на предположении, что центробежная сила, действующая на частицу, равна силе сопротивления, которую оказывает газ, препятствующий ее движению в радиальном направлении.
Скорость движения частиц в циклоне в завис-ти от их размера опр-т по форм-ам:
- для самых мелких ч-ц (менее 100 мкм)
- для более крупных ч-ц (100-800 мкм)
- для самых крупных ч-ц (более 800 мкм)
r – расстояние в радиальном направлении от оси циклона до ч-цы
ω – угл.скорость газа.
Скорость движения частиц в циклоне при прочих равных условиях зависит не только от их диаметра, но и от размера циклона. Диаметр циклонного сепаратора D при заданном расходе газа Q определяют по формуле:
 ,
,
где D-диаметр циклона, Q-расход газа при стандартных условиях, ρг-плотность газа при ст.условиях; Рср- абсолютно среднее давление в циклоне; Т-температура газа в циклоне; Z-коэффициент сжимаемости; ∆Р- потери давления в циклоне. Потери давления в циклоне определяется по формуле:
![]() ,
,
υг - скорость газа во входном патрубке; ρг-плотность газа в рабочих условиях; ξ –коэффициент сопротивления, отнесенный к входному сечению.
Коэф-т сопротивления не зависит от скорости потока, а зависит от соотношения площади сечения выходного и входного патрубков (ξ=2-4)
17.Определение пропускной способности и диаметра нефтегазовых сепараторов. Расчет насадочных сепараторов.
При сепарации Н и Г происходит выделение из нефти окклюдированного газа и очистка газа от распыленной жидкости.
Окклюдированный – от лат.защемленный, мельчайшие пуз-ки с размером больше зародышевых, для тоделения от Н к.необходимо длит.время.
В соотв-ии с назначением в н/г сепар-ах им-ся 4 зоны-секции:
разделительная; 2) осадительная; 3) отбора продукции; 4) отбойная.
Пропускная способность сепаратора определяется:
,
диаметр сепаратора определяется:
Технологический
расчет насадочных сепараторов сводится
к определению скорости набегания потока
на насадку, при которой не происходит
срыва и дробления капель жидкости,
осевшей в насадке. Критическая скорость
газа, характеризующая это явление,
определяется по формуле:
 ,
,
где σ-поверхностное натяжение на границе раздела газа и жидкости; А-параметр, величина которого зависит от типа принимаемой насадки и требуемого коэффициента уноса капельной жидкости Ку.
Площадь
сечения насадки определяется по формуле:
![]() ,
,
18.Очистка
газа от сероводорода в варианте
безнасосной циркуляции использованием
реагента Трилон-Б
Технология
и установка для очистки газа от
сероводорода с получением элементарной
серы в безнасосном варианте циркуляции
католического абсорбента имеет
существенные преимущества перед
традиционным В общем составе абсорбента
2% массовых составляет трилон Б -динатриевая
соль этилендиаминтетрауксусной кислоты,
имеющей следующую структурную
формулу Степень
очистки газа не менее 99,9%. Для осущ-ия
регенерации абсорбента температуру не
следует снижать ниже +10С. Процесс
окисления H2S
сопровождается выделением тепла.
Получение товарной серы достигается
традиц-ыми методами (переплавка).
Степень
очистки газа не менее 99,9%. Для осущ-ия
регенерации абсорбента температуру не
следует снижать ниже +10С. Процесс
окисления H2S
сопровождается выделением тепла.
Получение товарной серы достигается
традиц-ыми методами (переплавка).
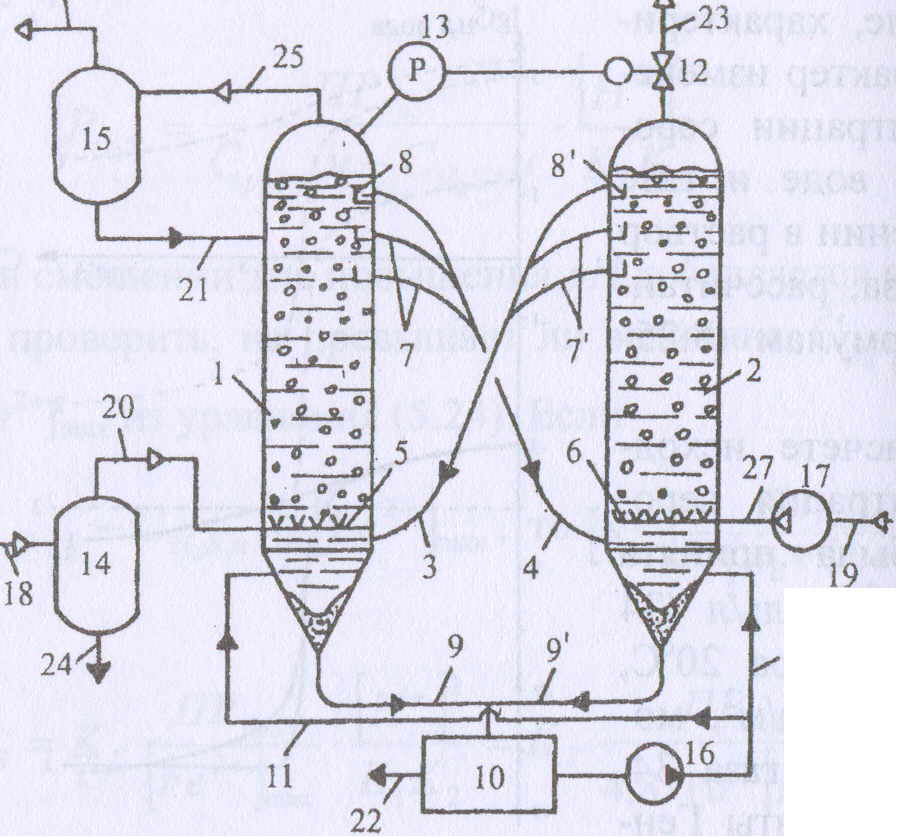
Установка работает следующим образом. Абсорбер 1 и регенератор 2 заполняют абсорбентом H2S - раствором комплекса трехвалентного железа с этилендиаминтетрауксусной кислотой, взятыми в соотношении 1:8 соответственно. По подводящему трубопроводу 18 через входной сепар-р 14 и трубопровод 20 в абсорбер 1 подают газ с содержанием сероводорода 34,1-40,2 г/м3 через распределитель газа 5, распол-ый в нижней части абсорбера. Сероводородсодержащий газ, проходя через слой абсорбента, очищается от сероводорода и по трубопроводу 25 поступает в выходной сепаратор 15, где осушается и с остат. содерж-ем H2S до 20 мг/мЗ по трубопроводу 26 направляется потреб-лю. Отделившийся от газа абсорбент по трубопроводу 21 поступает в верхнюю часть абсорбера 1. Одновременно с подачей H2S/содержащего газа в абсорбер, в регенератор 2 компрессором 17 через распределитель воздуха 6 подают воздух, который с помощью кислорода регенерирует отработанный абсорбент, поступающий из абсорбера 1 по закругленному трубопроводу 4 в нижнюю часть регенератора 2. Отработанный воздух из верхней части регенератора 2 отводят через воздушный клапан 12 и трубопровод 23 в атмосферу. Для поддержания равных давлений в абсорбере и регенераторе регулирующий клапан 12, установленный на регенераторе, соединен с датчиком давления 13, установленным в верхней части абсорбера. Подготовленный т.о. раствор из регенератора 2 по закругленному трубопроводу 3 поступает в нижнюю часть абсорбера 1. Плотность ж-ти в абсорбере и регенераторе меньше плотности дегазированной ж-ти в трубопроводах 3 и 4. Существ-ая разность плотностей позволяет осуществлять циркуляцию абсорбента из одного аппарата в другой. При увеличении давления очищенного газа уровень абсорбента в абсорбере понижается, а в генераторе повышается. При этом уровень абсорбента может опускаться ниже верхней части трубопровода 4, соединенного с абсорбером. В этом случае циркуляция абсорбента по установке не нарушается, так как абсорбент начинает циркулировать через верхнюю перемычку 7. Если уровень жидкости понижается еще ниже, то циркуляция осуществляется через нижнюю перемычку 7. Причем диаметр верхней перемычки 7 меньше диаметра трубопровода 4, а диаметры перемычек уменьшаются сверху вниз. Такое распределение диаметров по высоте позволяет исключить циркуляцию абсорбента через верхнюю часть трубопровода 4 и перемычки 7 одновременно. В процессе абсорбции сероводорода в результате реакции с абсорбентом образуется сера, которая в виде суспензии в отработанном абсорбере поступает по закругленному трубопроводу 4 в нижнюю часть регенератора 2, где оседает и выводится из него по трубопроводу 9 на узел 10 выделения серы. Закругление трубопроводов 3 и 4 предусмотрено для исключения оседания и образования в них серных пробок.Отработанный абсорбент с наиболее мелкими частицами серы в регенераторе обрабатывается кислородом воздуха, восстанавливает свои поглотительные свойства и по закругленному трубопроводу 3 поступает вниз абсорбера, где доочищается от серы и поднимается дальше в абсорбер, контактируя с сероводородсодержащим газом. Затем процесс повторяется. Скорость циркуляции абсорбента поддерживают в пределах 4,2-18,1 м3/ч, что позволяет производить очистку 80-276 м3/ч сероводород содержащего газа до остаточного содержания сероводорода 20 мг/м3. Суспензия серы в абсорбенте из нижней зоны абсорбера 1 по трубопроводу 9 поступает на узел 10 выделения серы, откуда по трубопроводу 22 выводится потребителю. Абсорбент, отделившийся на узле выделения по трубопроводам 11 и 11/ , насосом 16 подается в нижнюю часть абсорбера и регенератора.Технико-экономическая эффективность такой установки для