

8) Свободная ковка: сущность процесса, оборудование: паровоздушные и пневматические молота, гидравлические пресса, инструмент, основные технологические операции, составление чертежа поковки.
Свободная ковка – вид горячей ОМД, при котором металл деформир-ся с помощью универсального инструмента. Обработке подвергаются слитки, катанный, прессованный, прутковый материал. Ковку выполняют на плоских или др. формы бойках.

Верхний боёк, 2 – деформируемая заготовка, 3 – нижний боёк
Продукт ковки – кованая поковка любого размера, простой или слож формы, не имеющая достаточно чистой и ровной поверхности и точных размеров , поэтому этот вид обработки рационален при единичном и мелкосерийном производстве.
Мелкие поковки куют на пневмомолотах с массой падающей части 50-1000 кг, вес поковки 250-500 кг.
Средние по весу поковки m<1,5 т изготавливают на паровоздушных ковочных молотах с массой падающих частей 3-5 т.
Тяжёлые поковки куют на гидравлических ковочных прессах с силой 600-15000 т, вес заготовок 1,5-300т.
Технологические операции:
1)Осадка – уменьшение высоты заготовки за счет увелич-я попереч сеч-я. Осадка увелич-т мех. Св-ва металла в радиальном направлении, она необходима для получения поковок с большим попереч сеч-ем из заготовок с меньшим попереч сеч-ем. Разновидность осадки – высадка – деформация части заготовки.
2)протяжка – увеличение длины заготовки за счет уменьшения попереч сеч-я. Её осуществляют последовательным обжатием заготовки по отдельным участкам с контовкой её вокруг оси и подачей вдоль оси после каждого обжатия
3) раздача на оправке – увеличение наружного и внутр диаметра полой заготовки за счет уменьшения толщины стенки
4) прошивка – получение отверстия
5) рубка – разделение заготовки на отдельные части
6) сварка – соединение в одно целое отдельных частей заготовки.
Оборудование:
1) Паровоздушные молота – приводятся в движение паром и сжатым воздухом.
2) Приводные пневматические молота – работают от сжатого воздуха от компрессора, которые приводится в действие электродвигателем
3) Гидравлич пресса – привод-ся в движ жидкостью высокого давления. Масло действует на плунжер, котор связан с подвиж-ми частями молота.
Составление чертежа:
Чертеж поковки составляется по чертежу детали и таблице припусков, допусков, напусков. При конструир-ии детали надо иметь в виду что поковки, изготовленные свободной ковкой, д.б. простыми, прямыми, симметрич. Следует избегать конических и клиновых форм, ребристые сечения.
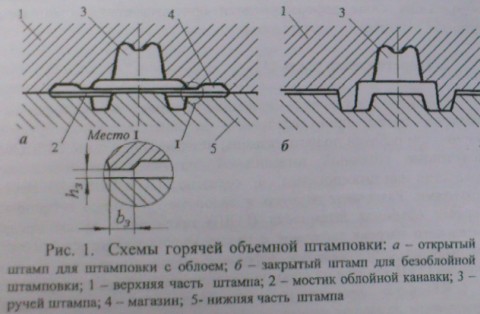
9) Объемная штамповка: сущность процесса, штамповка в открытых штампах, безоблойная штамповка, штамповка на молотах и кривошипных прессах, штамповка на горизонтально-ковочных машинах.
Объемная штамповка - придание заготовке заданной формы и размеров путем принудительного заполнения деформируемым материалом рабочей полости штампа, называемой ручьем. Заготовки, полученные объёмной штамповкой, называют штампованными поковками или штамповками. Различают горячую и холодную объемную штамповку. Горячая объёмная штамповка (ГОШ) проводится путем предварительного нагрева заготовок с целью увеличения пластичности и уменьшения сопротивления деформированию материала. В свою очередь ГОШ делится на штамповку с облоем в открытых (рис. 1, а) и безоблойную штамповку в закрытых (рис. 1, б) штампах. Открытым называют штамп, состоящий из двух половин 1 и 5, у которого вдоль внешнего контура штамповочного ручья имеется облойная канавка. Она состоит из магазина 4, выполненного в виде углубления небольшой высоты и мостика 2. При штамповке в открытом штампе часть металла исходной заготовки выдавливается в магазин облойной канавки 4, образуя по периметру поковки облой (заусенец). Образование облоя компенсирует неточность объема (массы) исходной заготовки. Кроме того, большое сопротивление течению металла, создающегося в конце штамповки мостиком 2, имеющим вид узкой щели, и быстрое охлаждение относительно тонкого облоя способствуют лучшему заполнению ручья 3 штампа.
Облой после штамповки удаляют (обрезают) на кривошипных, а с крутых поковок на гидравлических прессах в обрезных штампах.
Закрытым называют штамп, состоящий из двух частей 1 и 5 , в котором металл деформируется в замкнутом пространстве ручья 3 без образования облоя. Следовательно, затраты, связанные с его обрезкой, отсутствуют, а расход металла становится меньше по сравнению с открытой штамповкой. Поэтому безоблойную штамповку применяют для получения заготовок из дефицитных материалов.
Штамповка на молотах. Паровоздушные ковочные молота – машины ударного действия. Для фасонирования заготовок на молотах применяют несколько ручьев, которые расположены в общем штампе с окончательным ручьем. После получения необх-ой формы в заготовительном ручье заготовка переносится в чистовой ручей, где окончательно формирует конфигурацию поковки и размеры. после окончательной штамповки произв завершающие операции – обрезка облоя, прошивка пленок.
Штамповка на горизонтальных ковочных машинах. ГКМ – гориз-е кривошипные пресса силой 50-3000т. наличие 2-х разъемов в штампе создаёт лучшие условия для вып-я высадочных работ, позв-т производить штамповку в закрытых ручьях без клонов. Осн-е технолог-е операции на ГКМ – высадка, прошивка, пробивка. На ГКМ можно изг-ть поковки типа шестерни, клапана, болты, гайки, кольца и т.д.