Термическая обработка материалов
Перечень и удельные показатели выделения вредных веществ при нагреве и закалке изделий в зависимости от их массы приведены в табл. 1.20.
Таблица 1.20
Удельные показатели выделения вредных веществ при нагреве и закалке изделий
Процесс, оборудование |
Выделение вредных веществ |
|
|
Наименование |
Единицы измерения |
Количество |
|
Нагрева тельные устройства при сжигании природного газа |
Оксид углерода Оксиды азота |
Грамм на 1 м3 сжигаемого газа |
12,9 2,15 |
Нагрев деталей в солевых ваннах (расплавы солей) |
Аэрозоли расплава солеи |
Грамм на 1 кг нагреваемой детали |
0,29 |
Закалка деталей в машинном масле |
Масляный туман |
Грамм на 1 кг закаливаемой детали |
0,28 |
Отпуск |
Масляный туман |
Грамм на 1 кг обрабатываемой детали |
0,08 |
Количество вредных веществ М (г/с), выбрасываемых в атмосферный воздух при различных операциях термообработки, определяется по формуле

где qmo- удельный показатель выделения вредного вещества, г/кг. Gmo - скорость технологической операции, кг/ч.
1.8. Изготовление и восстановление деталей с применением сварки
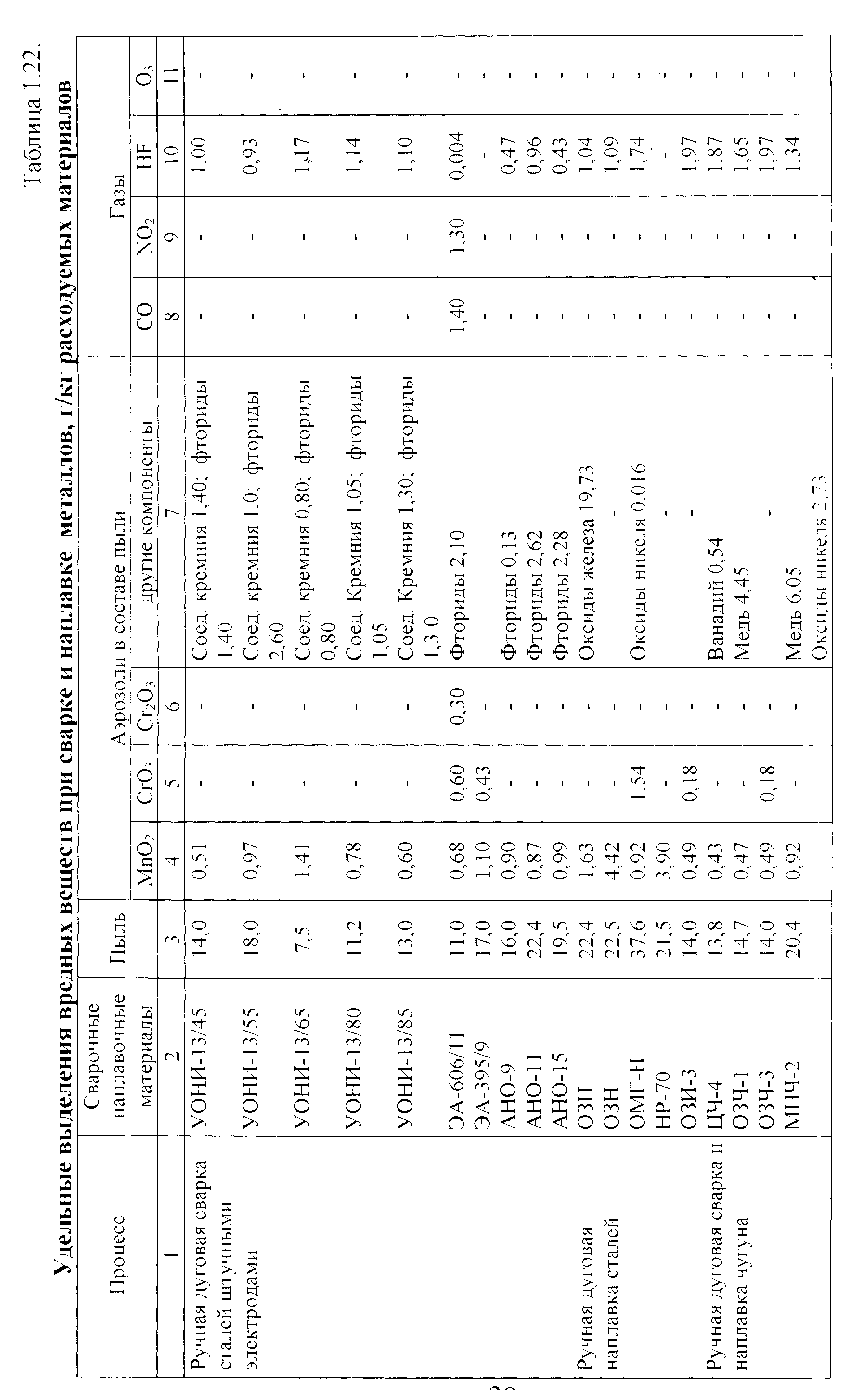
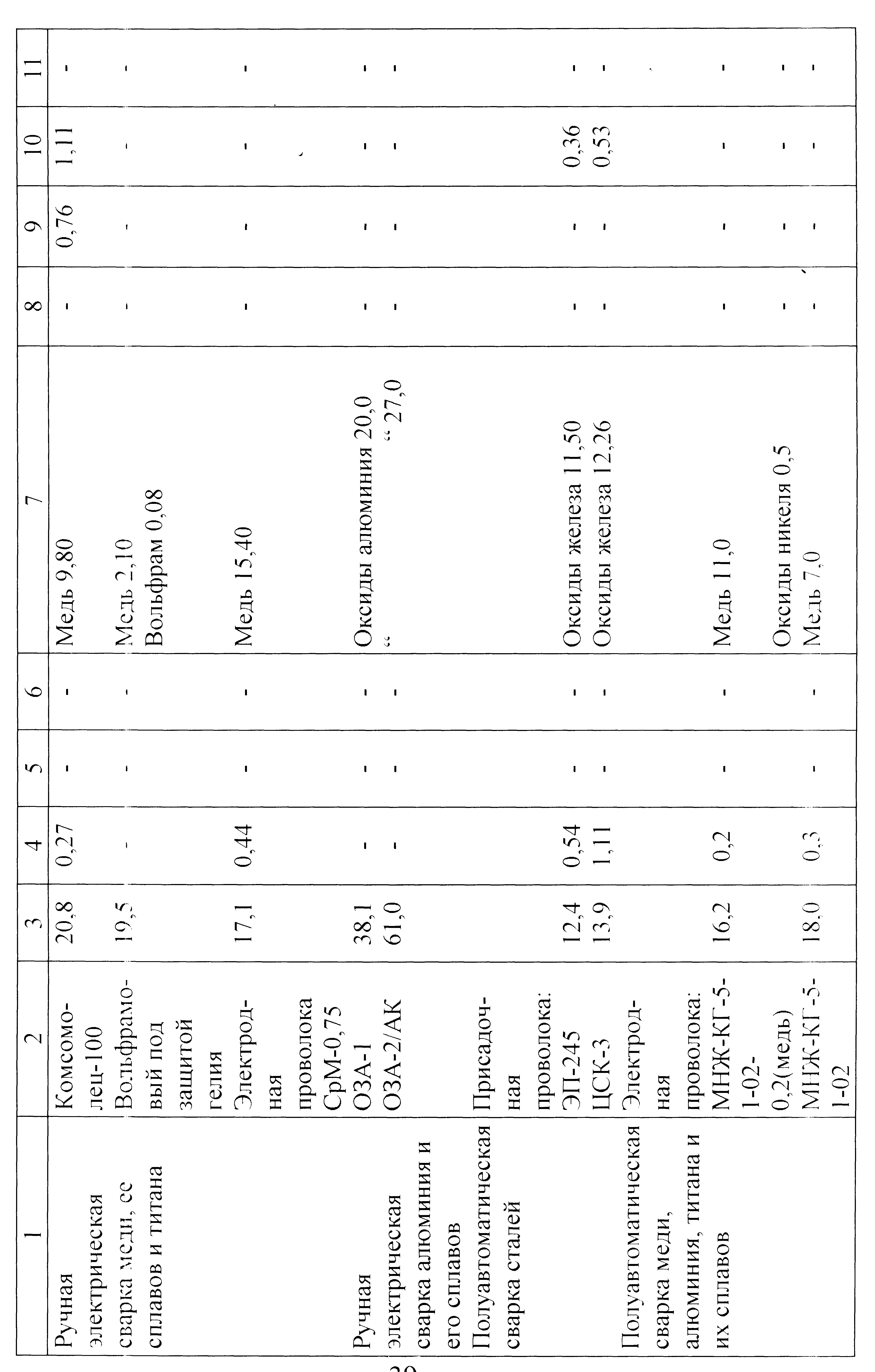
При производстве сварочных работ воздух загрязняется сварочным аэрозолем, в составе которого в зависимости от вида сварки, марок электродов и флюса находятся вредные для здоровья оксиды металлов (железа, марганца, хрома, ванадия, вольфрама, алюминия, титана, цинка, меди, никеля и др.), фтористые соединения, оксиды углерода, азота, озон.
Количество образующихся при сварке пыли и газов принято характеризовать валовыми выделениями, отнесенными к 1 кг расходуемых материалов. Количество таких выделений для наиболее распространенных сварочных материалов приведено в табл. 1.21-1.22.
Количество вредных веществ М (м/ч), поступающих в атмосферный воздух при ручной, полуавтоматической и автоматической сварке, определяется по формулам
Пыль

аэрозоли
в составе пыли

газы

где qn, qa, qr - удельные выделения соответственно пыли, аэрозолей в составе пыли и газов, г/кг; G - расход электродов или проволоки, кг/ч.
Таблица 1.21
Удельные величины вредных веществ, образующихся при контактной электросварке
Технологический процесс |
Выделяющиеся вредные вещества |
|
|
наименование |
Кол-во |
Контактная электросварка стали: стыковая и линейная |
Сварочный аэрозоль (оксиды железа с примесью до 3% оксидов марганца), г/ч на 100 кВА номинальной мощности машины |
33,3 |
Количество вредных веществ М (г/ч), поступающих в атмосферный воздух при контактной сварке, определяется по формуле

где q- удельный показатель, г/ч; N- показатель мощности машины, кВА.