

4. Сушка обмоток после пропитки.
Сушка обмоток после пропитки.
В начальный период времени температура невысокая 60…70 С. Это делается для того, чтобы не произошло образование лаковой корочки на поверхности.
Затем температуру повышают до максимальной для данного класса нагревостойкости (150-170 для нагревостойких).
Методы сушки:
1) В аэродинамических печах ПАП–60. В качестве генератора тепла служит высокоскоростной вентилятор. Воздух нагревается за счёт трения.
2) Путём пропускания тока через обмотки.
3) Нагрев в печах с использованием вакуума в начальный период (не образуется лаковая плёнка).
4) Терморадиационная сушка с помощью специальных ламп с рефлекторами. Достоинство: лучи доходят до изделия практически без потерь. Недостаток: малая проникающая способность лучей.
5) В газовых камерах. Достоинства: дешёвый вид топлива, легкое регулирование температуры.
6) ТВЧ с помощью индукционных печей.
5. Электротехнические стали.
Для изготовления магнитопроводов ЭМ применяется чистовая электротехническая сталь. Она изготовляется в виде рулонов, листов и резаной ленты. Обозначения марок стали состоят из четырех цифр: первая обозначает класс по структурному состоянию и виду прокатки, вторая – примерное содержание кремния, третья – группу по основной нормируемой характеристике. Эти три первые цифры в обозначении марки означают тип стали, а четвертая – порядковый номер типа стали. По точности прокатки по толщине сталь подразделяют на сталь нормальной и повышенной точности. На электротехнические заводы листы стали поставляются в термически обработанном состоянии. По состоянию поверхности сталь выпускают с травленной и нетравленой поверхностью. Поверхность листов должна быть гладкой, без ржавчины, отслаивающей окалины, налета порошкообразных веществ, препятствующих нанесению изоляции. По точности прокатки и неплоскостности сталь классифицируется по виду покрытия: с электроизоляционным термостойким покрытием, с нетермостойким покрытием, с покрытием, не ухудшающим штампуемость, без электроизоляционного покрытия. Для уменьшения потерь от вихревых токов листы стали изолируют лаком и выпускают с термостойким покрытием.
6 . Заливка роторов под низким давлением.
Форма заполняется металлом снизу. Он поднимается вверх, вытесняя воздух. Металл не соприкасается с воздухом, поэтому не окисляется. Сердечник ротора предварительно набирается на оправку, нагревается до 400С и вставляется в нижнюю часть формы. В тигель заливают алюминий и герметично закрывают. Верхняя часть формы опускается и прессует пакет до необходимых усилий. В верхнюю часть тигля подаётся под давлением воздух или азот. Он давит на алюминий и заставляет его подниматься со скоростью, зависящей от давления:
1. 0-0,02 МПа. Это давление обеспечивает заполнение формы с заданной скоростью (3-5 сек).
2. 0,02-0,07 МПа. Это давление нужно для удерживания алюминия в пазах при остывании. Продолжительность выдержки давления на 2 ступени 150-240 сек.
Скорость подъёма алюминия не более 32 см/сек.
Литьё под низким давлением даёт равномерную пористость по всей длине, то есть высокое качество. Недостаток – низкая производительность, чем при высоком давлении. Для её повышения применяются многоместные формы. Контроль обрыва стержней производится на испыт стендах различными методами.
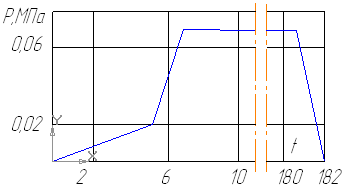
График режима заливки.