

5.4. Крепление лопаток
 Узел
крепления лопаток к ободу должен
обладать: достаточной точностью и
жесткостью при малых габаритах и массе
хвостовика, обеспечивать точность
установки по шагу и углу, возможность
размещения необходимого числа лопаток,
простотой изготовления установки и
замены, низкой стоимостью. Наибольшее
применение для крепления
лопаток ГТ нашло крепление «елочного»
типа (рис.5. 15).
Узел
крепления лопаток к ободу должен
обладать: достаточной точностью и
жесткостью при малых габаритах и массе
хвостовика, обеспечивать точность
установки по шагу и углу, возможность
размещения необходимого числа лопаток,
простотой изготовления установки и
замены, низкой стоимостью. Наибольшее
применение для крепления
лопаток ГТ нашло крепление «елочного»
типа (рис.5. 15).
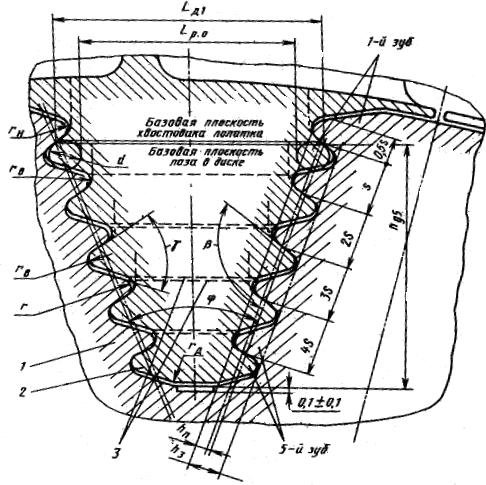
Рис..5. 15. Конструкция и размеры крепление лопаток замком типа «ёлочного»: 1- диск; 2- лопатка; 3 – граница базовых плоскостей в лопатке и хвостовике
Размеры лопаток и число пар зубьев выполняются в соответствии с ОСТ в котором рекомендованы следующие значения:
S - шаг зубьев, мм – 1.8; 2; 2.2; 2.4; 2.6; 2,8; 3; 3.2; 3,5; 4; 4,5; 5,2; 6;
- угол меду средними линиями гребенок замка – 20о ; 30о ; 40о ; 50о;
- угол между средней линией гребенки и рабочей поверхностью зуба – 105о ; 115о ;
- угол профиля зуба – 55о; 65о;
z – число пар зубьев – 2…5.
Преимущества такого соединения:
форма хвостовика и перемычки близка к равнопрочной;
размещение по окружности максимального числа лопаток;
возможность организации хорошего охлаждения;
легкость замены лопатки;
минимальные габариты и масса хвостовика.
Недостатки соединения елочного типа:
высокая точность изготовления как пазов в диске, так и хвостовиков лопатки, что усложняет технологию и повышает стоимость изготовления;
затруднен теплоотвод от лопатки в диск из-за малой поверхности контакта зубьев замка;
значительные концентрации напряжений вблизи малых радиусов впадин.
Установка лопатки в пазу обода осуществляется по свободной посадке с гарантированными зазорами, которые в холодном состоянии по базовым плоскостям хвостовика лопатки и паза обода составляют 0,2...0,Змм. Эти зазоры допускают качку лопатки в плоскости перпендикулярной продольной оси замка, однако при этом снижаются термические напряжения, возникающие вследствие неодинаковой температуры и коэффициентов линейного расширения материалов лопаток и диска и неравномерного распределения температуры по радиусу. При работе двигателя на скоростях вращения ротора [около (0,5...0,7)nmax] лопатка защемляется.
 а
б в г
д е
а
б в г
д е
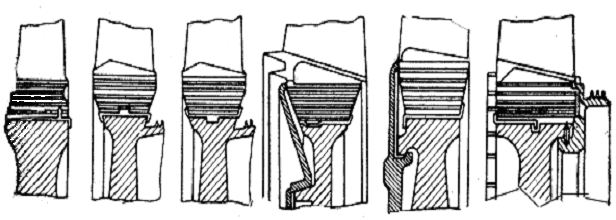
Рис.5. 16. Способы осевой фиксации рабочих лопаток: а,б,в – индивидуальное - отгибными пластинами; г,д,е – групповое – дефлекторами и кольцами лабиринтных уплотнений
Осевая фиксация рабочих лопаток газовых турбин может быть групповой и индивидуальной. На рис.5.16 приведены некоторые конструктивные виды фиксирующих замков. При работе турбины, перемещению лопатки вдоль паза, препятствует сила трения, возникающая под действием центробежной силы, которая значительно превосходит сдвигающую газовую силу. Поэтому, способы осевой фиксации довольно просты: отгибные пластины, керновка, пазы в хвостовике лопатки (рис.5.16, а, б) или диска (рис.5.16, в, г), экраны (рис.5. 16, г, д), кольца лабиринтных уплотнений (рис. 5.16,е), выступы на лопатке (рис.5.1б, а) и др. Осевая фиксация лопаток должна быть надежной, так как любое смещение приводит к изменению площади проходного сечения канала на выходе, неравномерности газового потока, нарушению балансировки ротора и, как следствие, повышению вибрации двигателя.