

Окружные скорости при накатывании
Обрабатываемый материал |
Сталь мягкая
|
Сталь твердая
|
Бронза
|
Латунь
|
Алюминий
|
Окружная скорость, м/мин
|
20 - 25 |
10 - 15 |
25 - 40 |
40 - 50 |
80 - 100 |
Таблица 5
Подачи при накатывании
Диаметр детали, мм
|
до 10 |
10 - 25 |
25 -40 |
40 -60 |
Продольная подача, мм/об |
1 |
1,5 |
2 |
2,5 |
После обработки поверхностей деталей на токарных станках с помощью резцов на них остаются микронеровности в виде гребешков. Для того чтобы получить гладкую и блестящую поверхность детали, применяют полирование этой поверхности.
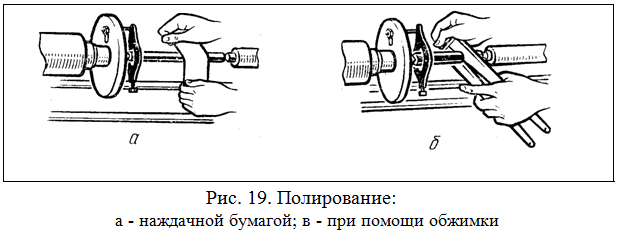
Полирование производится с помощью наждачной шкурки. В зависимости от размеров абразивных зерен различают следующие номера шкурок: № 6, 5 и 4 - с крупными зернами наждака; № 3 и 2 -со средними; № 1, 0, 00, 000 - с мелкими. Наиболее чистую поверхность дает применение шкурки с зернистостью № 00 и 000.
Отдельные приемы полирования показаны на рисунке 19. Полирование осуществляется при легком нажиме на обрабатываемую деталь и больших частотах вращения шпинделя.
Практическая работа № 6. ۞ Обработка фасонных поверхностей, накатка и полирование
Цель - овладение различными способами обработки фасонных поверхностей, приемами накатывания и полирования.
Оборудование, инструмент и приспособления. Токарно-винторезный станок и принадлежности к нему, фасонные резцы, приспособления для накатывания, наждачная шкурка различных номеров, заготовки деталей.
Технические сведения. Обтачивание фасонных поверхностей фасонными резцами выполняют в следующей последовательности: устанавливают и закрепляют заготовку в патроне;
затачивают фасонный резец и проверяют профиль режущей кромки специальным шаблоном;
устанавливают и закрепляют фасонный резец строго на линии центров;
обтачивают фасонную поверхность и проверяют полученный профиль шаблоном, снимают деталь.
Обтачивание фасонных поверхностей проходными резцами с комбинированием продольной и поперечной подач выполняют так: устанавливают и закрепляют заготовку и проходной резец; предварительно обтачивают фасонную поверхность (снимают основной слой металла) с помощью продольной подачи; окончательно обрабатывают фасонную поверхность (снимают оставшийся припуск) с помощью комбинирования продольной и поперечной подач;
зачищают обрабатываемую поверхность шкуркой и проверяют ее профиль шаблоном, снимают деталь.
Получение рифленых поверхностей (накатывание) выполняют в следующей последовательности:
настраивают станок на необходимую окружную скорость заготовки и подачу суппорта;
устанавливают и закрепляют заготовку и державку с роликами (обязательна проверка на свободное вращение);
производят накатку, обильно смазав поверхность детали и оси накатных роликов индустриальным маслом, снимают деталь и приспособление для накатки.
Полирование деталей выполняют в следующей последовательности:
устанавливают необходимую частоту вращения шпинделя и закрепляют заготовку в патроне;
подбирают соответствующие номера шкурок и полируют деталь.
Задание. По указанию преподавателя выполнить фасонную обработку поверхности, накатку и полирование.
Вопросы:
1. Какими способами можно обрабатывать фасонные поверхности на токарных станках?
2. Почему при обработке фасонных поверхностей необходимо устанавливать фасонные резцы строго на линии центров?
3. Как производят обтачивание фасонных поверхностей с комбинированием продольной и поперечной подач?
4. Как получают рифленые поверхности с помощью накатывания?
5. Как производят полирование деталей?