

3.6 Выбор вспомогательного инструмента
Вспомогательный инструмент токарных станков с ЧПУ должен обеспечивать крепление режущего инструмента в широкой номенклатуре: резцы, сверла, зенкеры, метчики и плашки.
Подсистема вспомогательного инструмента с цилиндрическим хвостовиком и перпендикулярным открытым пазом позволяет закреплять на станке инструмент подсистемы с прямоугольным хвостовиком, что расширяет технические возможности станков, а также способствует сокращению номенклатуры вспомогательного инструмента.
Рисунок 3.6 –
Шпиндель, резцедержатель и установка
патрона токарно – револьверного станка
1В340Ф30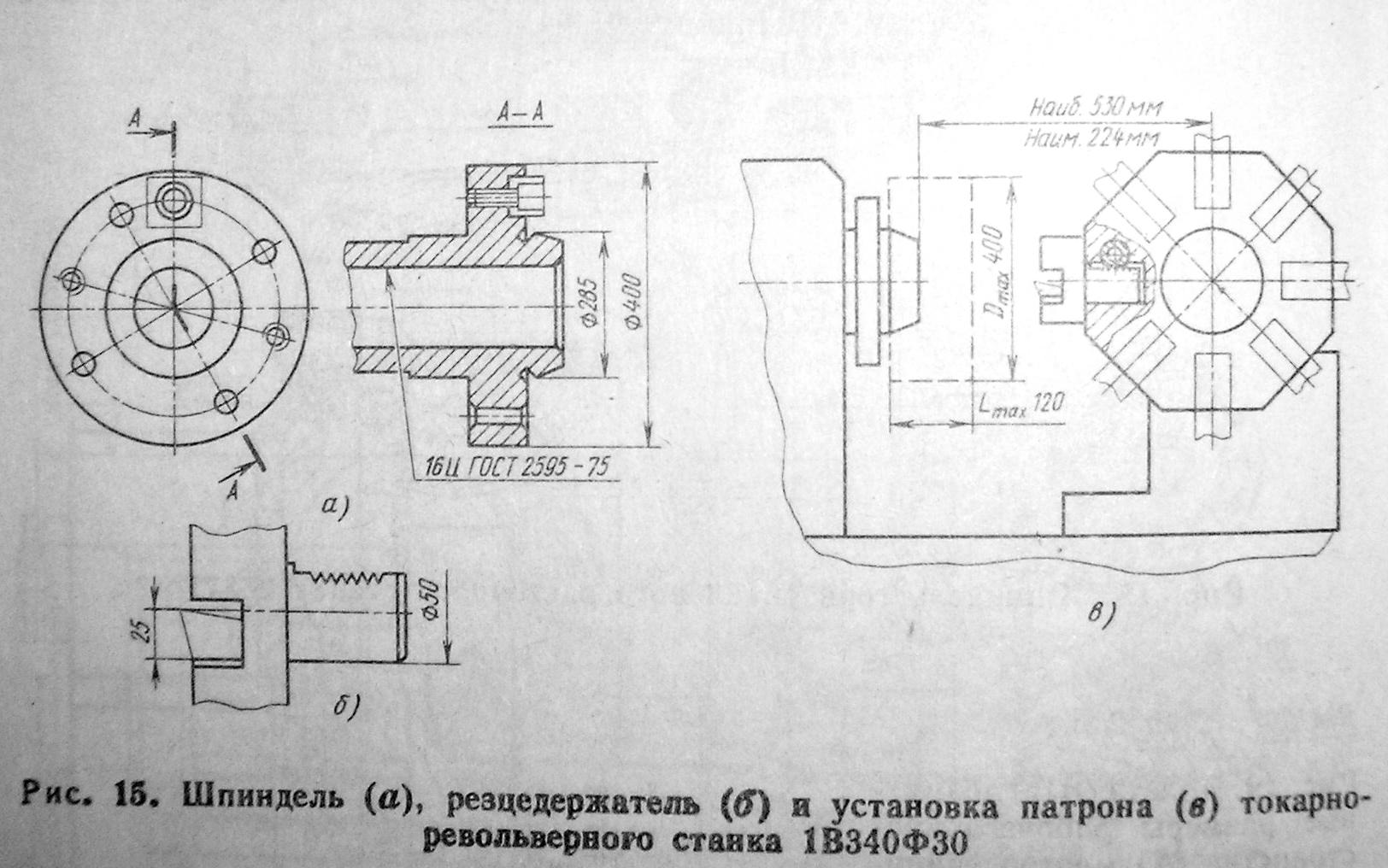
Для закрепления резца в револьверной головке станка 1В340Ф30 выбираем резцедержатель с цилиндрическим хвостовиком и открытым пазом.
Резцедержатель относится к вспомогательному инструменту и должен обеспечивать следующие основные требования:
Достаточная жесткость системы СПИД
Высокая точность, стабильность базирования и закрепления
Выполнение всех технологических операций, предусмотренных технической характеристикой станка
Быстросменность
Межразмерная унификация
Возможность настройки инструмента вне станка
Для установки резца на высоте центров служит подкладка 2. Крепление резца осуществляется с помощью винтов и прижимной планки 3. Подача смазочно-охлаждающей жидкости в зону резания осуществляется через канал в корпусе 1, образованный пересекающимися отверстиями и заканчивающийся шариком 4, позволяющим регулировать направление подачи СОЖ.
Для облегчения настройки положения вершин резцов на заданные координаты размещен регулировочный винт 5.
Рисунок 3.7 -
Резцедержатель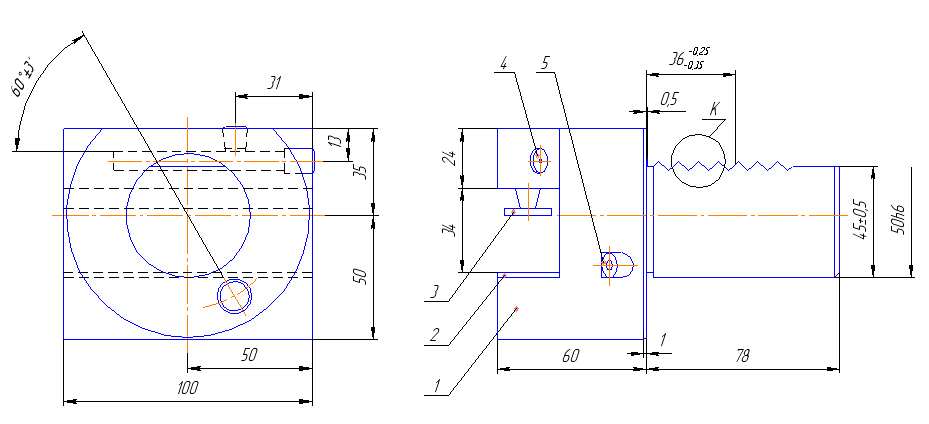
Заключение
В ходе выполнения курсовой работы был выполнен подбор и расчет зуборезного инструмента – долбяка, выбраны для него режимы резания; для обработки сложного внутреннего отверстия был спроектирован комплект протяжек; для токарной обработки сложной поверхности в ходе анализа существующих инструментов был отобран наиболее оптимальный вариант, имеющий преимущества в случае обработки на станке с ЧПУ, также проведены расчеты режимов резания, определение схем базирования, параметров установки, усилия закрепления, а также параметров точности и жесткости вспомогательного инструмента для станков с ЧПУ и ГПС.
Расчет и проектирование режущего инструмента является подсистемой более общей системы подготовки машиностроительного производства и представляет довольно сложную многовариантную техническую задачу. Развитие гибких производственных систем (ГПС), включающих систему инструментального обеспечения, делают необходимым автоматизированное проектирование РИ.
Спроектированные инструменты полностью удовлетворяют заданным параметрам обработки и обеспечивают выполнение заданных технических требований.
Список использованной литературы
Сенюков В. А. Практика по проектированию режущих инструментов: Учебное пособие. –Ярославль: Издательство ЯГТУ. – 2002. – 155 с.
Щеголев А. В. Конструирование протяжек. – Москва. – 1952. – 324 с.
Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под редакцией А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1986. 496 с.
Справочник конструктора-инструментальщика: Под общей редакцией В. И. Баранчикова. – М.: Машиностроение, 1994. – 560 с.
Моргулис В. Н., Протяжки для обработки отверстий. - Москва.- 1974. –383 с.