Определение рабочих поверхностей инструмента. Понятие о базовых поверхностях и плоскостях. Статические и кинематические геометрические параметры рабочей части инструмента.
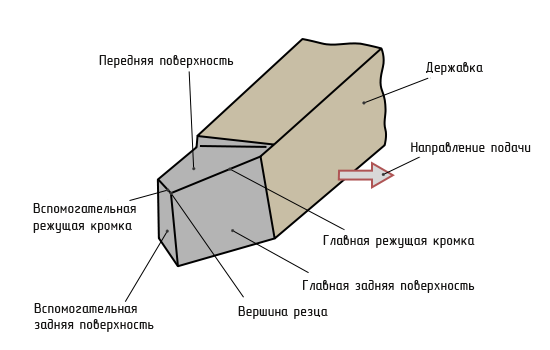
Рабочую часть резца образуют:
Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Для определения углов резца установлены следующие плоскости:
Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Различают кинематические углы инструмента, измеряемые в кинематической системе координат (прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости Ve результирующего движения резания), и статические углы инструмента,измеряемые в статической системе координат (прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания).
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Вспомогательный передний угол γ1 - угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
Вспомогательный угол заострения β1 - угол между передней и вспомогательной задней плоскостью резца.
Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
2. Виды обработки резанием: свободное и несвободное, прямоугольное и косоугольное, непрерывное и прерывистое, нестационарное. Свободное резание.
Происходит в случае, когда в резании участвует одна прямолинейная режущая кромка. Деформированное состояние срезаемого слоя при этом является плоским. Пример свободного резания указан на рис.3а. В этом случае деформация совершается в плоскостях, параллельных друг другу, и все элементарные объемы срезаемого слоя могут свободно перемещаться в параллельных направлениях.
Свободное резание может осуществляться также при строгании прямых гребешков на плоской поверхности призматической заготовки или при точении с поперечной подачей буртика на цилиндрическом образце (заготовке). Длинна прямолинейной режущей кромки инструмента в обоих этих случаях должна быть больше ширины гребешков или буртика на ширину перекрытия режущего лезвия. Свободное резание обычно производится при выполнение каких-либо экспериментов в различных исследованиях. Это делается для того, чтобы исключить влияние осложненного деформирования срезаемого слоя на исследуемое явление. Получить хороший корень стружки для изучения, например, пластической деформации срезаемого слоя или образования нароста, можно только при свободном резании, при котором все явления в зоне резания совершаются в семействе параллельных плоскостей, поэтому одинаковы в каждой из них.

Рис. 3. Свободное (а) и несвободное резание (б).
2.Несвободное (осложненное) резание (рис. 3,б).
Характеризуется тем, что отдельные объемы срезаемого слоя на разных участках режущей кромки перемещаются в разных направлениях, что создает условия сложного деформирования и затрудняет образование стружки.
При несвободном резании отдельные элементарные объемы срезаемого слоя перемещаются в разных направлениях и поэтому в разных точках зоны резания одни и те же явления совершаются по-разному, с разной степенью интенсивности. Картина состояния материала в зоне резания в одной секущей плоскости не является типичной для всех других секущих плоскостей и не повторяет картины состояния материала в других секущих плоскостях.
По расположению режущей кромки режущего лезвия относительно направления главного движения (вектора скорости резания) резание может быть прямоугольным или косоугольным. При расположении режущей кромки под прямым углом к направлению главного движения резание называется прямоугольным. Если же режущая кромка расположена к направлению резания не под прямым углом (косо), резание называется косоугольным. При прямоугольном резании стружка завивается в плоскую логарифмическую спираль, а при косоугольном резании – в винтовую, направление и шаг которой зависят от расположения кромки.
Резание может осуществляться режущими инструментами с одним режущим лезвием или с несколькими. Согласно этому резание может называться однолезвийным или многолезвийным. Оно может быть непрерывным, например, при точении, или прерывистым, как при фрезеровании, и происходить с постоянным или переменным сечением среза.
rлассификация видов резания может быть проведена по следующим признакам: По количеству участвующих в резании режущих кромок – свободное и несвободное. При свободном резании в работе принимает участие только одна режущая кромка. Но гораздо чаще приходится иметь дело с процессом несвободного резания, при котором вспомогательная режущая кромка в зависимости от радиуса вершины резца, вспомогательного угла в плане и подачи принимает большее или меньшее участие.
По ориентации режущей кромки относительно вектора скорости главного движения – прямоугольное и косоугольное. Если режущая кромка перпендикулярна к направлению главного движения резания, оно является прямоугольным, а если не перпендикулярна – косоугольным.
По количеству одновременно участвующих в работе лезвий – одно- и многолезвийное. К первому виду относятся точение, строгание, долбление; ко второму – сверление, фрезерование и т.д.
По форме сечения среза – с постоянным и переменным сечениями. К первому виду относятся, например, точение, сверление; ко второму – фрезерование.
По времени контакта режущего лезвия с деталью – непрерывное и прерывистое. Первый вид характеризуется непрерывным контактом рабочих поверхностей лезвия с деталью; перерыв наступает только при переходе к обработке другой детали. Прерывистый процесс резания осуществляется путем периодического повторения цикла резание-отдых лезвия.


5. Процесс стружкообразования.
Схемы процесса стружкообразования и типы стружек.

Рис. 6.4
Рис. 6.3