11).Последовательная обработка деталей, область применения и расчет длительности технологического цикла
При последовательном форме движения обработка партии деталей на каждой последующей операции начинается лишь после того, как вся партия прошла обработку на предыдущей операции.
![]()
n – количество деталей в партии;
m – число операций обработки;
ti – норма времени i-ой операции;
Ci – количество рабочих мест на i-ой операции.
Положительные моменты:
- просто организовать производственный процесс;
- оборудование и рабочие работают бесперебойно;
- простой учет.
Отрицательные моменты:
- большая длительность производственного процесса;
- большое незавершенное производство (партионное пролеживание);
О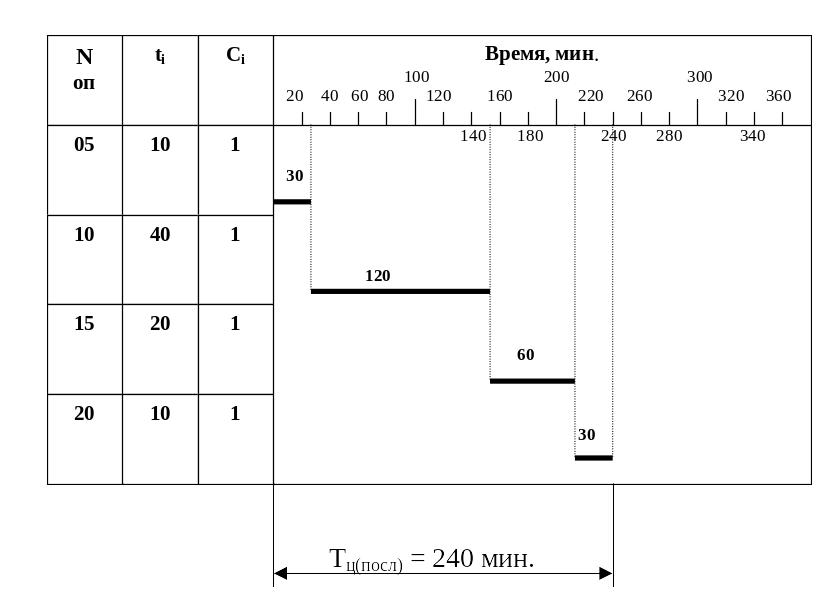 бласть
применения:
обработка малыми партиями. Для сокращения
длительности производственного цикла
можно передачу деталей с одной операции
на другую по мере их обработки вести не
всей партией, а поштучно либо разделить
всю партию на несколько частей и
передавать каждую из них на последующую
операцию по мере ее обработки на
предыдущей. Такая передача деталей
практикуется, в частности, при параллельном
движении.
бласть
применения:
обработка малыми партиями. Для сокращения
длительности производственного цикла
можно передачу деталей с одной операции
на другую по мере их обработки вести не
всей партией, а поштучно либо разделить
всю партию на несколько частей и
передавать каждую из них на последующую
операцию по мере ее обработки на
предыдущей. Такая передача деталей
практикуется, в частности, при параллельном
движении.
12).Параллельная обработка деталей, область применения и расчет длительности технологического цикла
П![]() ри
параллельном
движении передача
предметов труда (деталей) на последующую
операцию осуществляется поштучно, либо
транспортной партией сразу после
обработки на предыдущей операции.
ри
параллельном
движении передача
предметов труда (деталей) на последующую
операцию осуществляется поштучно, либо
транспортной партией сразу после
обработки на предыдущей операции.
n – количество деталей в партии;
m – число операций обработки;
ti – норма времени i-ой операции;
Ci – количество рабочих мест на i-ой операции;
p - величина транспортной партии (или поштучно), шт;
t’, C’– время выполнения и число рабочих мест на наиболее продолжительной операции, т.е. на операции max(ti/Ci);
P.S. квадратные скобки показывают округление дробных чисел до целого в большую сторону.
Положительные моменты:
- длительность производственного цикла снижается по сравнению с последовательной обработкой деталей.
Отрицательные моменты:
- простои рабочих мест при условии не равенства или не кратности операций (простои на коротких операциях).
Область применения
Применяется в том случае, когда время операций примерно равно или кратно друг другу. Это непрерывно-поточное производство
13).Последовательно-параллельная обработка деталей, область применения и расчет длительности технологического цикла
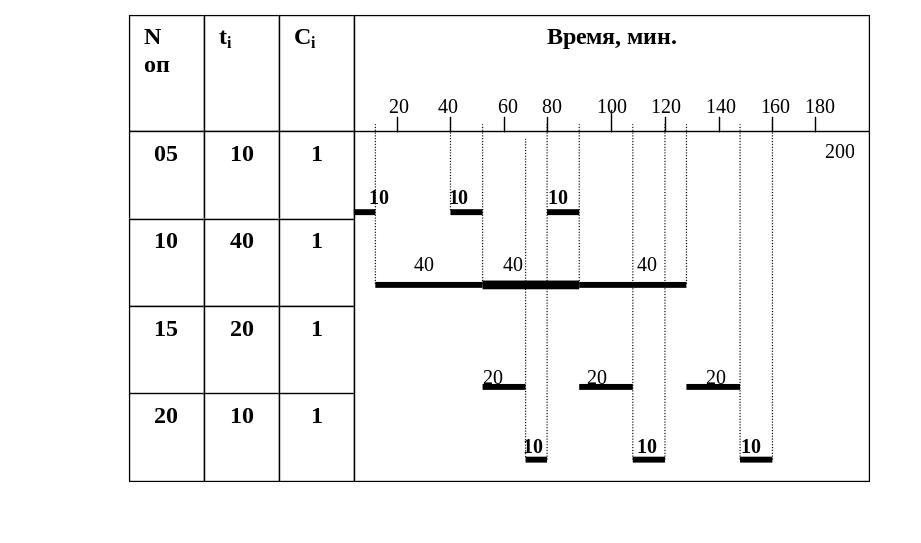
При параллельно-последовательном виде движения детали передаются на последующую операцию по мере их обработке на предыдущей – поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещаются таким образом, что партия деталей обрабатывается на каждой операции без перерывов.
![]()
m – число операций обработки;
τj- частичное перекрытие времени выполнения каждой пары смежных операций
![]()
n – количество деталей в партии;
ti – норма времени i-ой операции;
Ci – количество рабочих мест на i-ой операции;
p - величина транспортной партии (или поштучно), шт;
P.S. квадратные скобки показывают округление дробных чисел до целого в большую сторону.
Положительные моменты:
- длительность производственного цикла снижается по сравнению с последовательной обработкой деталей.
- отсутствуют простои рабочих мест на коротких операциях.
Необходимо учесть межоперационное время и время естественных процессов.
Область применения: обработка малыми партиями
Для сокращения длительности производственного цикла можно передачу деталей с одной операции на другую по мере их обработки вести не всей партией, а поштучно либо разделить всю партию на несколько частей и передавать каждую из них на последующую операцию по мере ее обработки на предыдущей. Такая передача деталей практикуется, в частности, при параллельном движении. Применяется в том случае, когда время операций примерно равно или кратно друг другу. Это непрерывно-поточное производство.