

5. Методы образования поверхностей деталей при оюработке на мрс
Тела деталей машин ограничены геометрическими поверхностями, полученными при обработке. Это в основном плоскости, цилиндры, сферические, резьбовые, винтовые поверхности и др. Любую поверхность можно представить как след движения одной линии (образующей) по другой (направляющей). Обе эти линии называют производящими, причем образующая может быть направляющей и наоборот.

На станке производящие линии образуются материальными точками и режущими кромками инструмента и заготовки за счет этих согласованных относительных движений. Эти движения называется формообразующими. В зависимости от способа образования производящей линии эти движения могут быть простыми и сложными. К простым относится вращательное В и прямолинейное П. К сложным относятся такие, кот. возникают в результате сложения двух и более простых движений.
Метод копирования. Режущая кромка инструмента совпадает по форме с одной из производящих линий. Например, при обработке цилиндрического колеса модульной фрезой контур режущей кромки фрезы совпадает с профилем впадин и воспроизводит образующую линию. Направляющая – прямолинейное движение заготовки вдоль своей оси. Для обработки последующих впадин необходимо совершить делительное движение Д.
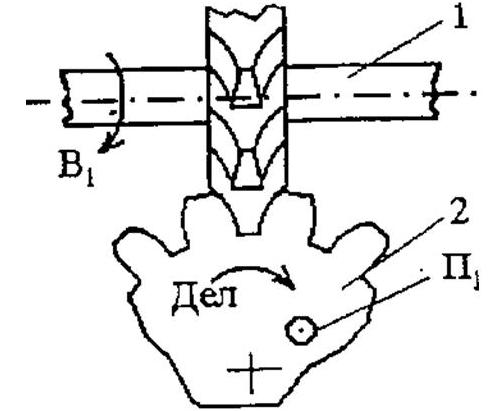
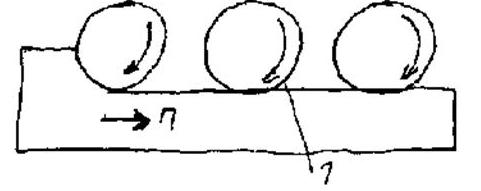
Метод обката (огибания). Образующая линия получается в результате её огибания режущей кромкой инструмента, которая является касательной к образующей при различных положениях инструмента. При обработке зубчатой рейки инструмент имеет форму зубчатого колеса (долбяк). Имеется 2 формообразующих движения создания образующей лини: поступательное движение заготовки П и вращательное инструмента В. Простое прямолинейное перемещение долбяка П2 вдоль его оси, создающее направляющую линию.

Метод следа. Образующая получается как след движения точки А (вершины режущей кромки инструмента) Например, при токарной обработке образующая – это след движения вершины резца, а направляющая – вращения заготовки.
Метод касания. Образующая линия является касательной к ряду геометрич. вспомогательных линий, образованных реальными точками движущейся режущей кромки инструмента. Этот метод характерен для обработки при использовании многолезвийных инструментов таких, как шлифовальный круг, фреза.
6. Токарные автоматы и п/а, назначение, тех. Хар-ка, виды движений, компоновка и основные узлы
Автоматы- станки все движения ктр связаны с обработкой, загрузкой и выгрузкой деталей происходит без участия рабочего. Токарные автоматы м/б: универсальные и специализированные; горизонтальные и вертикальные; одно и многошпиндельные. Одношпиндельные прутковые токарные автоматы подразделяются на: револьверные, фасонно-отрезные, фасонно-продольные. В универсальных станках исп-ся 1 шпиндель, в токарно-револьверных автоматы имеют 6-и позиционную револьверную головку и поперечные суппорты .Одношпиндельные токарные автоматы подразделяются:многорезцовые, прутковые(патронные), копировальные. На многорезцовых центровых станках обрабатывают детали, установленные в центрах , когда длина детали больше ее диаметра в несколько раз. Многорезцовые патронные обрабатывают короткие детали и деталь д/б большего диаметра. Одношпиндельные полуавтоматы снабжаются магазинным устройством, основные инструменты закрепляются в продольных и поперечных суппортах. Токарный копировальный полуавтомат на нем обрабатывают детали сложной конфигурации одним или несколькими резцами Sпрод и Sпопер. Многошпиндельные п/а и автомат м/б последовательного и параллельного действия. Различают 3 группы автоматов: 1. имеет 1 распределительный вал, вращающийся с 2 частотами вращения, малое- рабочий ход, большое- холостой. 2. имеет 1 распределительный вал, который вращается с постоянной скоростью для данной настройки 3. распр. Вал+ вспомогательный вал для холостых ходов
1.Фасонно-отрезные автоматы
Применяют в крупносерийном и массовом производстве. Служат для изготовления прутка или проволоки, свернутых в бунт коротких деталей d=3-20мм. Пруток закрепляют в шпинделе,он получает вращательное движение(главное движение), а поперечные суппорты с фасонными или отрезными инструментом получают поперечную подачу. Бывает также продольный суппорт для сверления отверстий.
2. Автоматы фасонного продольного точения
Предназначены для изготовления длинных деталей малого диаметра из прутка или бунта в условиях массового производств, станки высокоточные. Деталь, обрабатываемая точением крепится неподвижно или поперечно перемещается, обрабатывается резцами? Sпрод имеет люнет, поддерживающий пруток. Можно получить конические, продольные, ступенчатые поверхности, комбинируя Sпрод и Sпоп без применения сложных инструментов