

Потужність
кВ А; найбільша
номінальна
Струм,
кА:
найбільший
вторинний
номінальний
зварювальний
номінальний
тривалий вторинний
Кількість
зварювальних трансформаторів, шт.
Продуктивність,
погонних м/хв.
Кількість
перемінних кроків у сітці, що автоматично
виконує машина
Зусилля
стиснення, даН:
дротів
переміщення
каретки Витрати стиснутого повітря,
м3/год
Витрати води, л/год Габарити машини,
мм
Маса,
кг: машини
шафи
керування
При
роботі в 3 черги 300
15,0
10
3,2
13
9
2
200
2000 3,5 1600 4762 х
2960
> 1540
5600
160
150
Найбільша
15
5,0 4
8
З
700
воо
0,1
м3/10ходів
1500 2300x1700x 1700
3300
220
300,
300, 200 кожної із трьох фаз
20
*
5
300
м/год
600
5,4
2000 2740 x 3580x1960
600









200 {1 Тр) (найбільша)
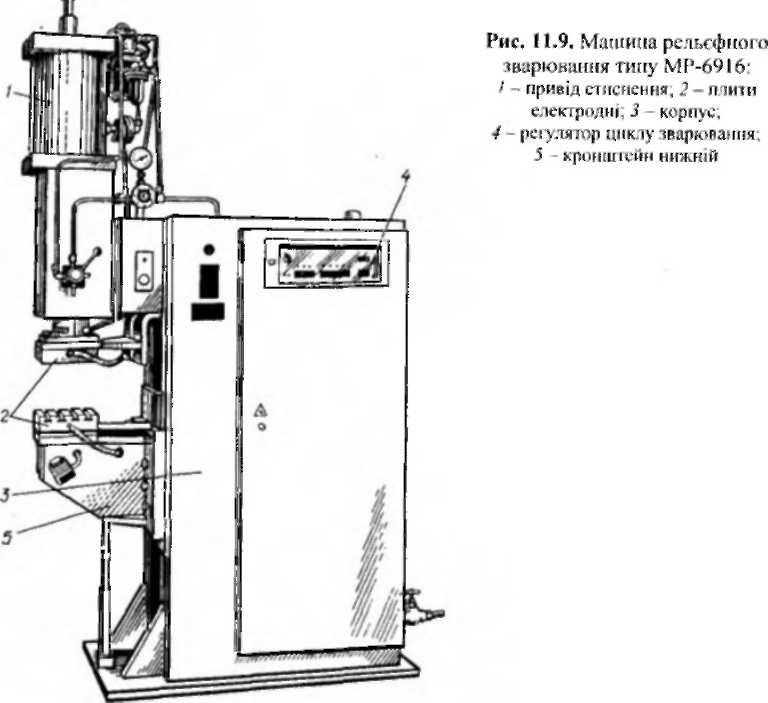
Машини
для рельєфного зварювання за конструкцією
аналогічні точковим. Вони мають
можливість виконувати поряд з рельєфним
і точкове зварювання. Для рельєфного
зварювання машини мають масивні
контактні плити (рис П.9) для закріплення
спеціального устаткування. Для виконання
точкового зварювання використовуються
електродотримачі, які є у комплекті
кожної машини, і які кріпляться до
лицьових торців плит. Корпус і кронштейни
рельєфних машин більш жорсткі, ніж у
точкових машинах.
Пневматичні
механізми стиснення виконуються
посиленого типу з поліпшеними
динамічними характеристиками; поперечне
зміщення повзуна у напрямних машин
звичайно мінімальне. Іноді такі машини
(пристосовані для одночасного
зварювання багатьох точок) комплектуються
двома зварювальними, вимкнутими
паралельно, трансформаторами, які
розташовують по обидві сторони корпусу.
Комплекїуються машини трансформаторами
типів ТВК, ТКП, регуляторами циклу
зварювання типів РКС, РВИ, РКМ і
тиристорними контакторами типу КТ;
характеристики таких машин наведені
у табл. 11.8, II
.9.
11. 3. Машини для рельєфного зварювання
машин
контактного зварювання

МТМ-160
УХЛ4
МТМ-ЗхІОО
УХЛ4
МТМ-103
УХЛ4
МТМ-35
УХЛ4
КТР-1001
УХЛ4



475
Зх
100
1400
(тривала)

1000 (У трьох фазах)
200
ЗО
12,5 3,6
30
5.6
З
35
10
45
14
4
10



160
м/год 2
4,5
2
3,5

500
5000 200
8970
x 3432x1714
1250
1200
3400 х
1420
х
1970
1000
20 20
2920
3525 х 6325 х 2535
1000
600 2м3/10ходів
3000 2460 x 2310x1730
200
20660
x 6760 x 2000





2В00
100
2800
100
17500
5000
145
5800

Таблиця
11.8
Призначення
машин для рельєфного зварювання
Тип
машин
Призначення
МР-3818УХЛ4
МР-4020
УХЛ4
(МР-4020-1
УХЛ4)
МР-6303
УХЛ4
МР-6918УХЛ4
МР-6924
УХЛ4
(МР-6924-1
УХЛ4)
Зварювання
деталей з низьковуглецевої сталі.
Найбільша кількість одномиттєво
зварюваних рельєфів: 5 - лри товщині
0,5 + 0,5 мм; 3 - при товщині 1 + 1 мм; 2 - при
товщині 2 + 2 мм; 1 - при товщині 4 + 4 мм.
Точкове зварювання
Зварювання
деталей з низьковуглецевої сталі.
Найбільша кількість одномиттєво
зварюваних рельєфів; 7 - при товщині
деталей 0,5 + 0,5 мм; 4 - при товщині деталей
1 + 1 мм; 3 - лри товщині деталей 2 + 2 мм; 1
- при товщині деталей 4 + 4 мм
Зварювання
великої кількості рельєфів на деталях
з низьковуглецевої та легованої сталей
і для рельєфного Т-подібного зварювання
деталей великого перетину. Максимальна
кількість одномиттєво зварюваних
рельєфів; 8 - при товщині деталей 1 + 1
мм; 5 - при товщині 2 + 2 мм; 4 - при товщині
4 + 4 мм; точкове зварювання деталей з
низьковуглецевої сталі, з легких та
кольорових сплавів, титану та інших
металів і сплавів
Зварювання
деталей з низьковуглецевої сталі.
Найбільша кількість одномиттєво
зварюваних рельєфів; 8 - при товщині
деталей 0,5 + 0,5 мм; 5 - при товщині 1 + 1 мм;
3 - при товщині 2-2 мм; 2 - лри товщині 4 + 4
мм
Зварювання
деталей з низьковуглецевої сталі.
Найбільша кількість зварюваних точок
- 10 при товщині зварюваних деталей 0,5
+ 0,5 мм. При товщині деталей
+
1 мм кількість одномиттєво зварюваних
рельєфів - 6, при товщині
+
2 мм - 4, при товщині 4 + 4 мм - 2


Технічні
характеристики машин для рельєфного
зварювання

У
машинах шовного зварювання всередині
корпусу (рис. 11.10) влаштовані трансформатор
зварювальний (типу ТК) і механізм
обертання роликів з електроприводом.
Привід може здійснюватись на один або
на два привідних ролика в особливо
відповідальних випадках. Найбільш
розповсюджені електродвигунні приводи
постійного або змінного струму.
Регулювання кутової швидкості при
використанні електродвигунів може
здійснюватись механічними безступеневи-ми
варіаторами швидкостей, магнітними і
ковзними муфтами. Перервне обертання
роликів здійснюється механічними
системами з використанням "маль
тійського
хреста", пневматичними приводами
з храповим або зубчастим зчепленням
або з кроковим приводом із електромагнітною
муфтою. У ряді випадків обертання
роликів здійснюється шарошками, які
одночасно проводять зачистку робочої
поверхні роликів.

Призначення
машин

Тип
машини
Призначення
МШ-802
УХЛ4 МШ-1001 УХЛ4
МШ-1601
УХЛ4 МШ-2203 УХЛ4
МШ-2001
У4
МШ-3201
У4
Зварювання
внапустку сітки (довжина зварного шва
151 мм). Зварюваний матеріал - сітка №
1,4-0,36 (ГОСТ 12184-66)
Зварювання
деталей із низьковуглецевих та легованих
сталей без покриття з максимальною
товщиною до 1,2 + 1,2 мм
Те
саме для товщин до 1,5 + 1,5 мм
Зварювання
герметичним і міцним швами деталей з
низьковуглецевих
і
легованих сталей без покриття. Товщина
деталей від 0,5 + 0,5 мм до 2 + 2 мм
Те
саме. Товщина деталей з низьковуглецевих
сталей від 0,5 + 0,5 мм до 1,8 ♦ 1,8 мм, з
нержавіючих сталей від 0,3 +0,3 мм до 1,5 +
1,5 мм
Те
саме. Товщина деталей з низьковуглецевої'
сталі від 0,8 + 0,8 мм до 3 + 3 мм, з нержавіючої
сталі від 0,8 + 0,8 мм до 2,5 + 2,5 мм

Технічні
характеристики
Характеристика
МШ-802
УХЛ4
МШ-1001
У4
МШ-1601
УХЛ4
МШ-2001
У4




Потужність,
кВ А
Струм.
кА:
номінальний
зварювальний
номінальний
тривалий вторинний
Зусилля
стиснення, даН
Номінальний
виліт, мм
Швидкість
зварювання, м/хв
Витрати
охолоджувальної води, л/хв
Витрати
стиснутого повітря, м3/100
ходів
Габарити,
мм
16,8
8,0
3,6
225
6,3
6,3
0,13
1600х630х
х 1080
27
10
250
250 1-5,0
9,9
0,5
1556
х
520
х
х 1404
75
16
800
500 0,8-4,5
12
0,65
1455
х
510х
х 1770
127
20
14
784
800 0,4-48
18
1,5
м3/год
2395
х 720 х х2295




Маса,
кг
530
526
620
1350
У
шовних машинах верхній ролик переміщується
разом з повзуном від пневматичного
приводу механізму стиснення. Струмоведучі
та силові елементи зварювального
контуру шовних машин мають ковзний
електричний контакт. Іноді контакт
навантажують і стискаючим зусиллям
(машини малої і середньої потужності).
У машинах великої потужності контакт
звичайно є розвантаженим.
шовного
зварювання

Тип
машини
Призначення
МШ-3204
У4
МШ-3207
УХЛ4
МШ-3208
УХЛ4 МШН-6 УХЛ4
Зварювання
міцнощільними швами за відбортовкою
масляних баків та інших аналогічних
виробів з низьковуглецевих сталей без
покриття завтовшки від 0,8 + 0,8 до 3 + З
мм, освинцьованих і оцинкованих сталей
- до 2 + 2 мм
Зварювання
герметичних і міцних швів паливних
баків та інших аналогічних виробів.
Товщина зварюваних низьковуглецевих
сталей від 0,5 + 0,5 до 3 + 3 мм, з нержавіючої
сталі - від 0,3 + 0,3 до 2,5 + 2,5 мм. Зварювання
поперечних швів
Те
саме. Зварювання поздовжніх швів
Багатоелектродне
шовне приварювання заготовок контактних
планок розміром 63 х 148 мм до безмежного
сіткового полотна з кроком 500-900 мм з
одночасним проварюванням сітчастого
полотна між планками. Матеріали, що
зварюються; сітка № 1,6-0,36 {ГОСТ 12184-66),
планка-сталь - 5-П-М-08 кп (ГОСТ 16523-70)
завтовшки 1 мм.

Таблиця
11.11
шовних
машин

МШ-2203
УХЛ4
МШ-3201
У4
МШ-3204У4
МШ-3207УХЛ4
МШ-3208 УХЛ4 | МШН-6 /ХЛ4
65
ЗО
250
270
270
43
22
32
32
32
32
10
1,1
165-635
400
0,4-6,0
2,2
1225 800 0,4-4.8
2,2
1250 400 0,5-4.5
2,2
10,0-12,50 800 0,4-6
2,2
140-12,50 800 0,4-3
225




11
37
37
37
37
25
2,0
2,3
1300х500х 2395х720х
х
1875 х2360
760
1700
2,3
2,0
2430
х
2400
х 2130
х
650
х
х
720 х
2030
1550
1550
2,0
2095
х
1025х 1700
х
1300
х
х 2030 х
3990
1550
2500


У
багатьох сучасних машинах (табл. 11.10,
11.11) передбачено нескладне переналагодження
верхньої і нижньої головок для зварювання
поперечних і поздовжніх швів обичайок.
Машини комплектуються діючими
переривниками і блоками керування
типів ПК, ПСЛ, БР, ШУ, РКМ, РВИ, тиристорними
контакторами.