

1.2.1 Определение характера специализации рабочего места
Определение рабочего места начинается с его специализации, т. е. определения производственного профиля данного рабочего места и закрепления за ним обработки однотипных деталей, сгруппированных по признаку технологической однородности, сложности, точности обработки, сходства конфигурации. [21]
Проведение специализации рабочего места позволит оснастить его наиболее производительным оборудованием, сократить время на подготовку к работе, использовать наиболее эффективные трудовые приёмы.
1. Определим специализацию рабочего места, характеризующуюся коэффициентом: [21]
![]() ,
,
где tп – затраты времени на переналадку оборудования в течение смены, мин;
Тсм – продолжительность смены, равная 480 мин.
![]()
Так как, коэффициент, характеризующий специализацию рабочего места, равен 0,96, то можно сказать, что данное рабочее место является специализированным.
2. Определим коэффициент разделения труда, необходимый для качественной оценки разделения труда: [21]
![]() ,
,
где tнр – суммарное время выполнения рабочим непредусмотренной заданием работы в течение смены, мин.
![]()
Таким образом мы рассчитали коэффициент разделения труда, который равен 0,95.
Вывод: нет разделения труда, т.е. выполняется одним рабочим.
1.2.2 Выбор типа и габаритных размеров основного оборудования
Основное оборудование – шлифовальный станок 3м132в, габаритные размеры оборудования 2,5х1,3 м. [22]
Предназначен для шлифования наружных цилиндрических, конических а так же торцовых поверхностей.
Технические характеристики:
Наибольший диаметр шлифуемой детали – 200 мм
Наибольшее расстояние между центрами – 750
Наибольшее размещение стола – 780
Наибольший угол поворота в градусах +-6
Наибольшее поперечное перемещение шлифовальной бабки 200
Число оборотов шлифовального круга в минуту 1050
Число скоростей вращения патрона бабки изделия 3
Пределы чисел оборота патрона бабки изделия в минуту 15-300
Скорость продольного перемещения стола в м/мин :
Наибольшая 10
Наименьшая 0,1
Пределы величин радиальной подачи шлифовальной бабки на ход стола в мм 0,01-0,03.
Мощность главного электродвигателя в кВт 7.
На рисунке 1 представлена схема круглошлифовального станка 3м132в
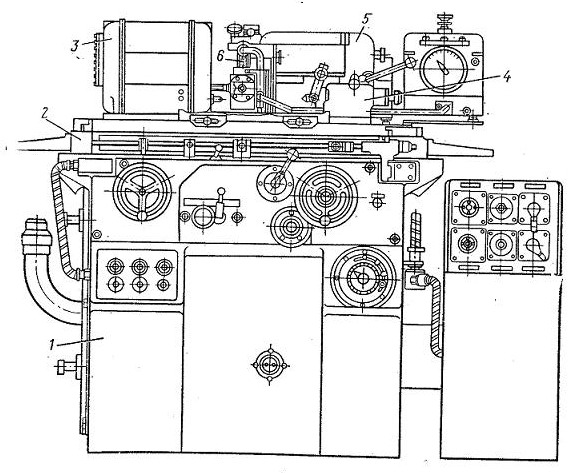
Рисунок 1. Круглошлифовальный станок 3м132в.
1.2.3 Выбор необходимой технологической и организационной оснастки
Технологическая оснастка включает инструмент (режущий, мерительный, штампы, приспособления) и технологическую документацию. Выбор технологической оснастки производится исходя из технологической карты обработки изделия.
К организационной оснастке относятся:
- устройство для размещения и хранения на рабочих местах технологической оснастки, заготовок сырья, материалов, готовых изделий, отходов;
- производственная мебель;
- средства сигнализации и связи, местного освещения;
- предметы ухода за оборудованием и рабочим местом.
Проведем анализ уровня технологической оснащённости рабочего места, рассчитав коэффициент оснащённости: [21]
![]() ,
,
где
![]() – число приёмов в технологических
операциях, выполняемых на рабочем месте
с применением оснастки.
– число приёмов в технологических
операциях, выполняемых на рабочем месте
с применением оснастки.
![]() – общее количество
приёмов в технологических операциях.
– общее количество
приёмов в технологических операциях.
![]() =0,846.
=0,846.
Таким образом коэффициент оснащенности составляет 0,846
Проанализируем рабочее место шлифовщика с учетом необходимой оснастки.
По типу планировки инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, а стеллаж - с правой. Такая планировка рабочего места удобна при установке и снятии заготовки правой рукой или двумя руками (при изготовлении длинных и тяжелых деталей).
Произведем анализ укомплектованности рабочего места средствами оснащения. Полученные результаты разместим в таблице 1.
Таблица 1 – Анализ укомплектованности рабочего места средствами оснащения
Средства оснащения рабочего места |
Анализ средств оснащения рабочего места |
Экономические последствия неполного укомплектования рабочего места |
1 |
2 |
3 |
1. Основное оборудование |
Шлифовальный станок |
Невозможность физико-механического преобразования предметов труда |
2. Вспомогательное оборудование: используемое для перемещения предметов труда в рабочую зону |
Подъемник |
Потеря рабочего времени на доставку и установку деталей, простои оборудования. Количество перемещений в смену-20, затраты на один переход 1-1,5 мин. |
3. Организационная оснастка: - инструментальная тумбочка; - подставка под детали; - стеллаж для размещения и хранения заготовок, инструментов, изделий, технической документации; - шкаф (помещение) хозяйственно-бытовой. |
Инструментальная тумбочка, подставка под детали, стеллаж для заготовок, шкаф для инструментов, пюпитр. |
Потеря рабочего времени на поиск необходимого инструмента. Количество перемещений в смену-100, затрат на один переход 2-10 сек. Отсутствие данных приспособлений приводит к захламлению рабочего места и потери рабочего времени на поиск необходимых предметов труда. |
4. технологическая оснастка: - набор инструментов и приспособлений для закрепления и обработки деталей; - технологическая тара; - набор технологической документации. |
Техническая документация, рабочий инструмент, технологическая тара. |
Невозможность обработки предметов труда, захламление рабочего места, незапланированные простои производства. Количество перемещений в смену-10, затраты на один переход 2-5 мин. |
В результате анализа оснащения рабочего места шлифовщика мы можем сделать вывод, что основные потери рабочего времени происходят при наличии следующих факторов:
- отсутствие материалов,
- ожидание транспортных средств,
- отсутствие инструмента и приспособлений, заточка инструмента,
- отсутствие технической документации,
- неполная комплектация рабочего места.
- недостаточные размеры рабочего места и пр.
Все эти недостатки необходимо устранять. Т.к. рационально организованное рабочее место позволяет заметно сократить не только вспомогательное время, но и основное время, затраченное на выполнение операций.
На рисунке 2 представлен эскиз рабочего места шлифовщика. [21]
Р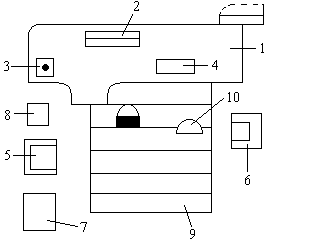 исунок
2-Пример планировки рабочего места
шлифовщика.
исунок
2-Пример планировки рабочего места
шлифовщика.
станок
защитный экран
световая сигнализация
лоток для инструментов
тара для заготовок
тара для готовых деталей
инструментальная тумбочка (600 x 600 x 1100 мм)
урна для мусора
решётка под ноги
10 - поворотный стул