

7.3 Электрохимическая обработка.
Электрохимическая обработка основана на локальном анодном растворении материала заготовки в электролите. При этом электролит интенсивно движется между электродами.
При отсутствии тепловых воздействий на деталь обеспечивается высокое качество поверхности, а также устраняется износ электрода-инструмента.
Обработке подвергаются детали из особо твердых, хрупких или вязких материалов и для полирования поверхностей на обычных сталях.
Этим методом могут производить сверление сквозных и глубоких отверстий, шлифование плоских поверхностей.

Рис.7.3. Электрохимическая обработка
Электрохимическое профилирование выполняется на горизонтально-фрезерных станках с большой переделкой и заменой шпиндельного узла и деталей, соприкасающихся с электролитом, на нержавеющую сталь Х18Н9Т.
В отличие от обыкновенных фрезерных станков съем металла осуществляется без прямого контакта инструмента с обрабатываемым изделием. Вместо фрезы устанавливается графитовый электрод-диск, который легко профилируется.
Между диском и деталью устанавливается межэлектродный зазор порядка 0,01…0,05 мм.
Электролит на диск подают методом полива. Защитная рабочая камера имеет ванну, жестко закрепленную на столе станка.
Электролит подбирают с учетом химического состава обрабатываемого материала, требуемой производительности, точности и шероховатости поверхности.
Чаще всего используют 25% раствор NaCl (хлористого натрия), 30% раствор NaNO3 (натриевой селитры) или 15% раствор Na2SO4 (сульфата натрия).
При обработке штампованных и жаропрочных сталей используют раствор хлористого натрия.
Для нормального протекания процесса необходимо электролит интенсивно прокачивать через межэлектродный промежуток.
Скорость вращения диска ~20…30 м/с.
Продольная подача стола ~0,01…0,5 мм/с.
Достоинства метода:
1) возможность обработки труднодоступных мест;
2) возможность обработки труднообрабатываемых материалов и очень вязких и хрупких материалов.
Недостатки:
1) трудоемкость подготовки;
2) низкая производительность;
3) повышенная опасность.
7.4 Электроконтактный способ обработки.
Данный способ обеспечивает производительную разрезку различных прутков.

Рис. 7.4. Электроконтактный способ обработки
Скорость резания υрез до 50 м/с.
Давление круга на заготовку до 0,5 Н/м2.
Производительность до 0,5 дм/мин.
Процесс выполняется на воздухе или в масляной ванне t=2000°С.
Достоинства метода:
1) простота устройства;
2) высокая производительность.
Недостатки:
1) большая шероховатость получаемой поверхности;
2) низкая точность;
3) большой расход энергии.
7.5
7.5
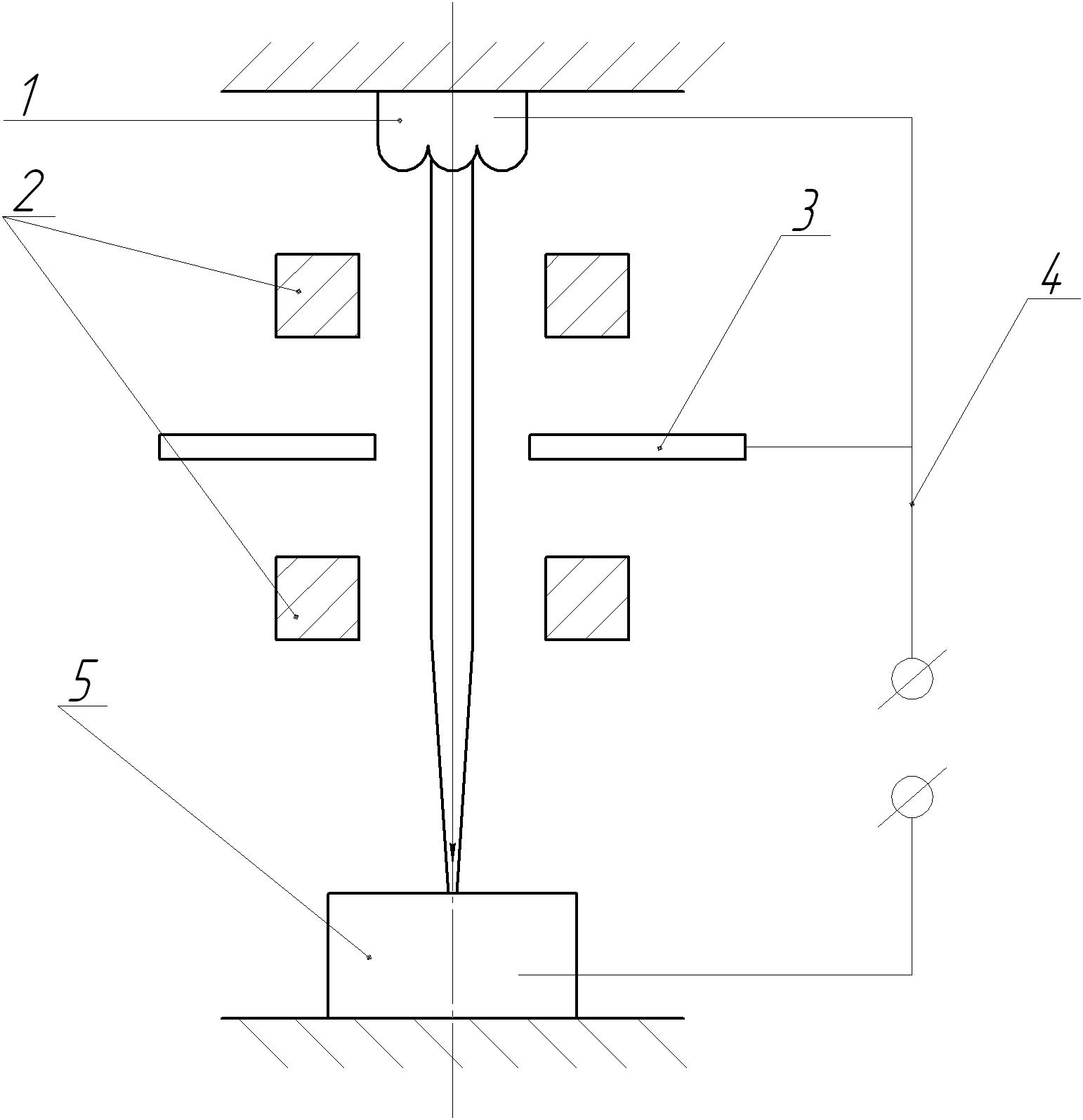
Рис. 7.5. Электронно-лучевая обработка
1 – нагреватель;
2 – фокусирующая система;
3 – ускоритель напряжения;
4 – электрическая цепь;
5 – заготовка;
6 – луч.
Пучок электронов со скоростью υ=150…180 тыс. км/с фокусируется на площади 2…3 мкм2. высокая плотность энергии приводит к испарению материала заготовки.
Производительность зависит от свойств обрабатываемого материала, в частности от его теплофизических характеристик.
Основное промышленное применение – для обработки отверстий в металлической фольге в миниатюрных микросистемах в приборостроении.
Недостатки:
Большая потеря энергии при прохождении луча в воздухе. Вакуум же резко удорожает систему.