

2. Автоматическая сварка под слоем флюса
Цель работы: ознакомиться с технологическим процессом сварки под слоем флюса, определить его особенности, ознакомиться с устройством автомата А-1416, определить режимы процесса сварки под флюсом и их влияние на параметры сварного соединения, сварить образцы, изучить строение сварного шва.
2.1. Содержание работы Суть сварки под слоем флюса
Сварку под флюсом (рис. 9) выполняют электродом 2, который плавится, закрытой дугой 1, которая горит под слоем гранулированного флюса 3 в пространстве флюсогазовой полости 5, которая образуется в результате выделения испарений и газов в зоне дуги. Сверху сварочная дуга ограничена плёнкой расплавленных шлаков 6, снизу - сварочной ванной 7. В процессе сварки давление газов и испарений в полости возрастает. Наступает момент, когда плёнка расплавленных шлаков прорывается и излишек газов выделяется в окружающую атмосферу (процесс удаления газов периодически повторяется).
Д
Рисунок
9 – Схема
сварка под флюсом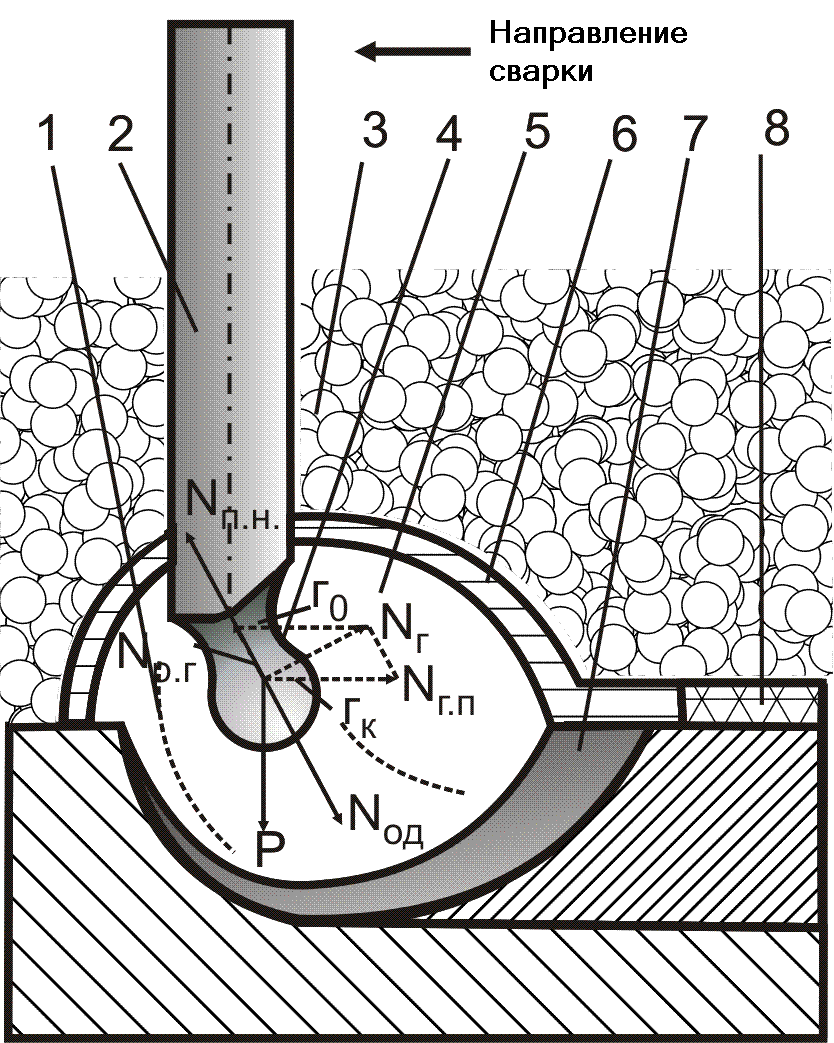
Под влиянием давления дуги жидкий металл также отклоняется в сторону противоположную направлению сварки, образуя кратер сварочной ванны. Под дугой находится тонкий слой жидкого металла, от толщины которого во многом зависит глубина проплавления. Расплавленый флюс, который попадает в ванну, вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем застывших шлаков 8.
Среда в сварочной зоне является наиболее благоприятной с точки зрения защиты металла от взаимодействия с воздухом. Кроме того, флюс препятствует разбрызгиванию жидкого металла и оказывает содействие созданию более благоприятных условий при охлаждении и кристаллизации металла шва.
Для выполнения функций защиты и обработки расплавленного металла флюсы при расплавлении должны образовывать шлаки и газы с определенными физико-химическими свойствами (табл. Д.6 – Д.9).
Условия прохождения металлургических процессов:
- высокоэффективная защита сварочной ванны (наличие изолированного пространства) от кислорода и азота воздуха (в швах, выполненных под флюсом, содержание азота не превышает 0,008%);
- объем сварочной ванны больше, чем при ручной дуговой сварке, дольше и время пребывания ее в расплавленном состоянии, которое оказывает содействие более полному прохождению химических реакций между жидким металлом и шлаками;
- стойкая зависимость между режимом сварки и химическим составом расплавленного металла, которая позволяет с достаточной точностью и стабильностью получать заданный состав металла шва;
- легирование шва марганцем и кремнием путем восстановления их из оксидів MnO и SіO2, которые содержатся в флюсе.
Дуговая сварка под флюсом отличается высокой производительностью (для электрода диаметром 3 мм при ручной сварке плотность тока составляет 11...18 А/мм2, при автоматической под слоем флюса она равняется 50...85 А/мм2) и качеством получаемых соединений, а также возможностью автоматизации процесса.
Хорошая и относительно дешевая тепловая изоляция сварочной дуги, повышенное давление газовой среды над ванной и большая плотность тока (плотность энергии в пятне нагревания достигает 103 Вт/см2) влияют на более глубокое проплавление свариваемого металла. Это, в свою очередь, разрешает уменьшить глубину обработки кромок изделия, которые сваривают, и сократить количество металла, нужного для образования швов (с 70 до 30%).
К недостаткам процесса следует отнести: более высокие требования к чистоте сварочных кромок и сборка деталей; трудность сварки деталей небольшой толщины; выполнение коротких швов и швов в положениях, отличающихсяся от нижнего. Затруднено визуальное наблюдение положения электрода относительно свариваемог стыка.