1. Ручная электродуговая сварка на аппаратах переменного тока
Цель работы: изучить технологический процесс ручной электродуговой сварки, характеристики покрытых электродов, строение и характеристики источников питания.
1.1. Содержание работы Сущность ручной дуговой сварки покрытыми электродами
С помощью ручной дуговой сварки выполняют большой объем сварочных работ при производстве сварных конструкций. Наибольшее применение находит ручная дуговая сварка покрытыми электродами.
С
Рисунок
5 – Схема ручной
дуговой
сварки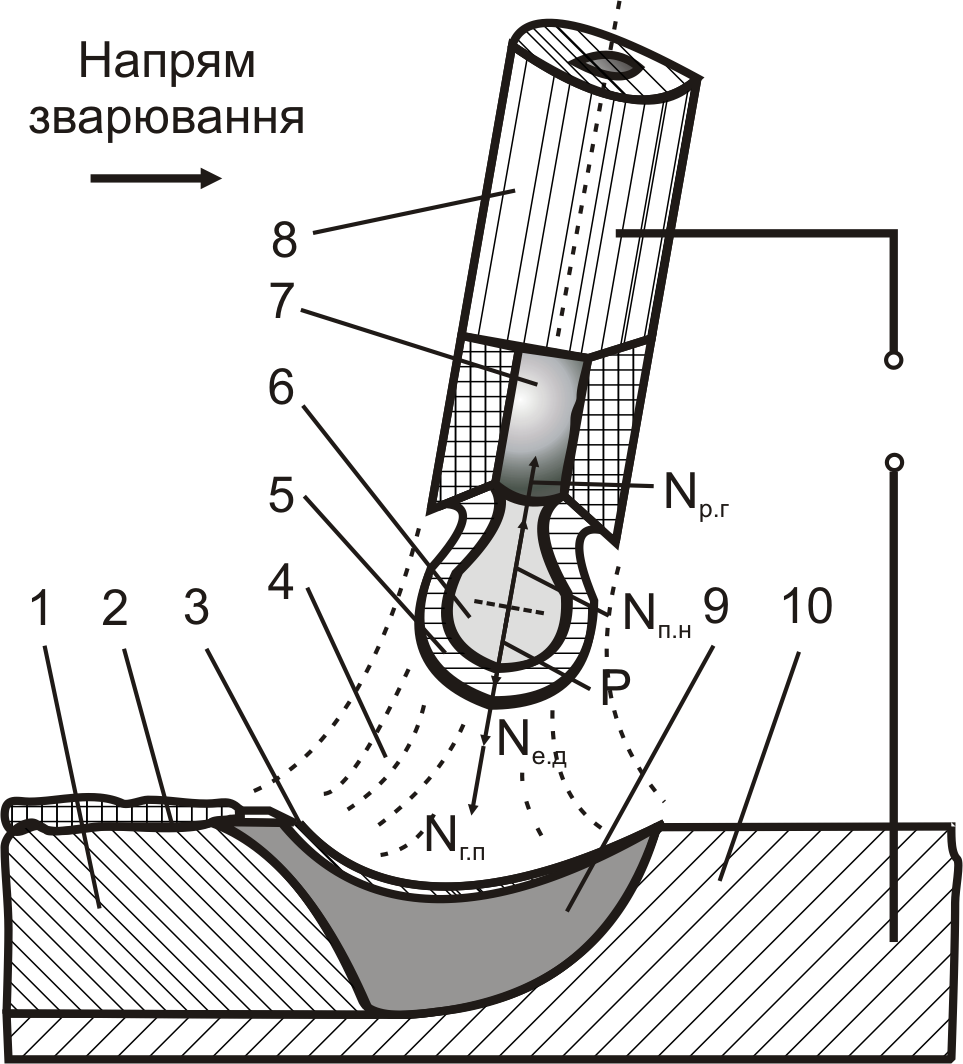
В период формирования капли 6 на нее действуют силы, которые способствуют или препятствуют ее отрыву от торца электрода: сила тяжести Р, электродинамические силы Nэд, сила поверхностного натяжения Nп.н. В условиях сварки толстопокрытыми электродами к главным силам, действующих на каплю, добавляются сила давления газового потока Nг.п и сила реакции газов, выделенных из капли Nр.г.
Капли жидкого металла из электродного стержня 7 переносятся в ванну через дуговой промежуток. Вместе с металлическим стержнем плавится и электродное покрытие 5, образуя газовую защиту и жидкую шлакую пленку 3 на поверхности расплавленного металла. По мере перемещения дуги сварочная ванна охлаждается и затвердевает, образуя сварной шов 1. Жидкий шлак также твердеет и образует на поверхности шва твердую шлаковую корку 2, которая устраняется после сварки. При этом способе выполняется газошлаковая защита расплавленного металла от взаимодействия с воздухом. Кроме того, шлаки позволяют проводить необходимую металлургическую обработку металла в ванне.
Для выполнения функций защиты и обработки расплавленного металла покрытия электродов при расплавлении должны образовывать шлаки и газы с определенными физико-химическими свойствами. Поэтому для обеспечения нужного состава и свойств шва при выполнении соединений на разных металлах для сварки применяют электроды с определенным типом покрытий (табл. Д.6).
Условное обозначение электродов для ручной дуговой сварки и наплавки стали ГОСТ 9466-75 содержит марку, тип, диаметр электрода, вид и толщину покрытия, тип стали, которую сваривают, положения шва в пространстве, род и полярность тока, характеристику наплавленного металла или металла шва ( табл. Д.4 - Д.5).
Источники питания для ручной дуговой сварки
Электрическая сварочная дуга при сварке покрытыми электродами является видом нагрузки, который отличается от других потребителей электроэнергии:
- для зажигания дуги нужно напряжение, значительно выше, чем для поддержания ее горения;
- дуга горит с перерывами, во время которых электрическая цепь или разрывается, или происходит короткое замыкание;
- во время горения дуги с изменением ее длины lд (в пределах 0...20 мм ) изменяется сопротивление, что приводит к изменению напряжения Uд (в пределах 20...40 В) и силы сварочного тока Iзв;
- при коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают такие требования к источникам питания (для ручной дуговой сварки):
Напряжение холостого хода должно быть в два-три раза выше напряжения дуги. Это необходимо для легкого зажигания дуги, в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода Uх.х обычно равено 50...70 В, госстандарт устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В - постоянного тока.
Необходимо, чтобы сила тока при коротком замыкании Iкз была ограничена. Нормальный процесс дуговой сварки обеспечивается, если Iкз / Iзв = 1,1...1,5 (в некоторых случаях - 2).
Изменения напряжения дуги, происходящих в результате изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки (необходимо, чтобы источник питания имел специальную форму внешней характеристики).
Время восстановления напряжения от 0 до 25 В после короткого замыкания не должено превышать 0,05 с, что обеспечивает устойчивость дуги.
Н
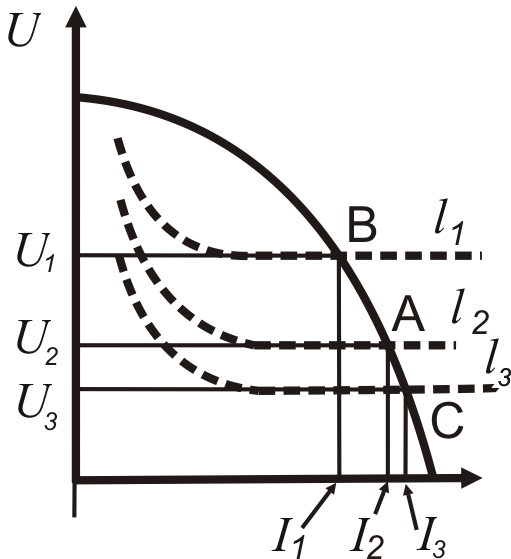
Рисунок 6 –Характеристики ВВАХ, СВАХ
еобходимо, чтобы источник питания имел устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть 30 ... 130% от номинального сварочного тока. Это необходимо для того, чтобы от одного источника питания можно было сваривать електродами различных диаметров. Всем указанным требованиям отвечают источники питания с крутопадающей внешней вольт-амперной характеристикой(ВВАХ).
На
рис. 6 изображена крутопадающая ВВАХ
источника питания и статические
вольт-амперные характеристики
электрической дуги (СВАХ) разной длины
(![]() ,
,![]() ,
,![]() ).
Точка пересечения ВВАХ и СВАХ определяет
рабочий ток и напряжение – IР;
UР
(для точки А – I2
и U2).
).
Точка пересечения ВВАХ и СВАХ определяет
рабочий ток и напряжение – IР;
UР
(для точки А – I2
и U2).
При крутопадающей ВВАХ изменение рабочего тока незначительное, горение дуги будет стабильным, устойчивым; ток короткого замыкания Iкз не намного превышает рабочий ток Iр и источник питания не перегружается.
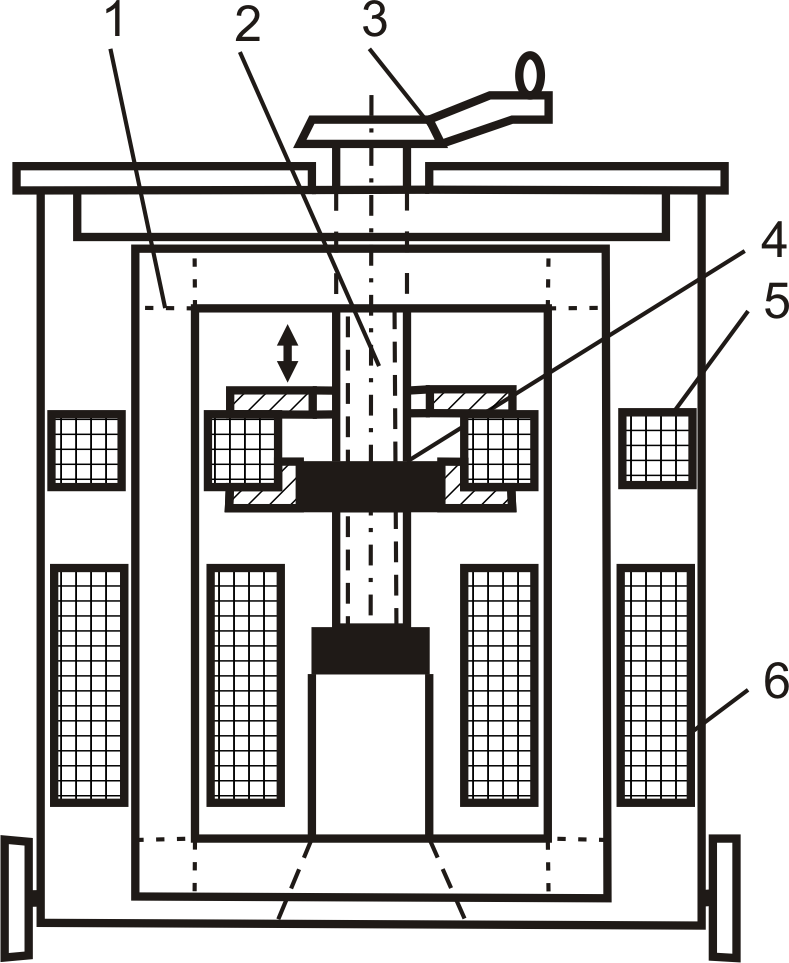
В качестве источников переменного тока применяют специальные понижающие трансформаторы типа ТД-500 и др.
Трансформатор ТД-500 (рис. 7) представляет собой передвижную установку в однокорпусном исполнении с естественной вентиляцией. Он относится к трансформаторам с увеличенным (развитым) магнитным рассеянием и подвижными обмотками. Для трансформатора с подвижными обмотками индуктивное сопротивление в зависимости от расстояния между обмотками меняется по линейному закону и, следовательно, сварочный ток изменяется обычно пропорционально расстоянию между обмотками. При большом расхождении обмотоки эффективность регулирования тока снижается при непрерывном росте массы магнитопровода. Поэтому большой диапазон плавного регулирования в трансформаторах с подвижными обмотками нецелесообразен.
Д
Рисунок
7 – Схема сваро-
чного
трансформатора
ТД-500