

Характерные зоны сварных соединений
С
Рисунок
3 – Схема стороения зоны
термического
влияния при сварки
малоуглеродистой
стали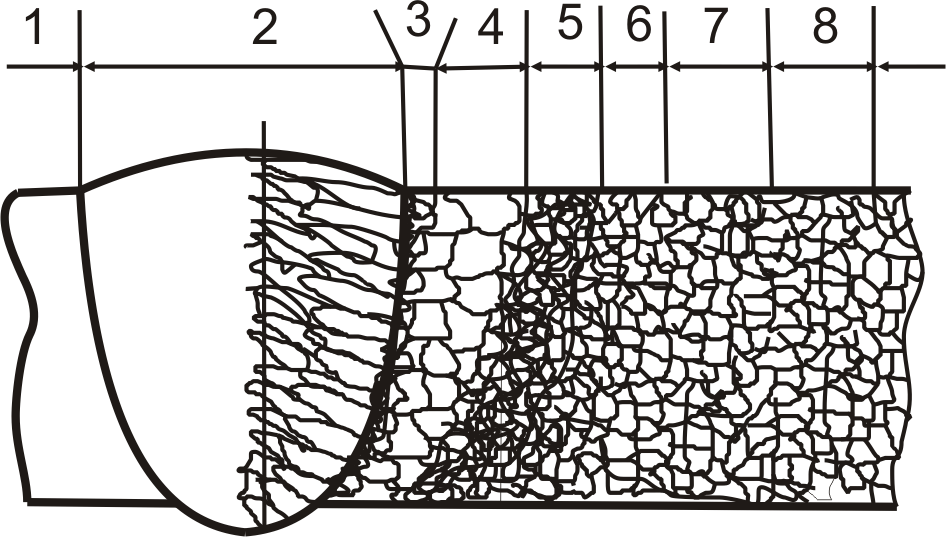
Сварной шов 1 характеризуется литой макроструктурой металла. Ему присуща первичная микроструктура кристаллизации, тип которой зависит от условий кристаллизации шва.
Зона термического влияния (ЗТВ) - участок основного металла, примыкающий к сварному шву, в пределах которого в результате теплового воздействия при сварке проходят фазовые и структурные преобразования. В ЗТВ выделяют зону плавления (ЗП) и пришовную зону (ПШЗ).
Зона плавления - это участок сварного соединения, где происходил сплав наплавленного и основного металла. В нее входят узкий участок сварного шва, расположеный непосредственно в линии плавления, а также оплавленный участок ПШЗ.
ПШЗ располагают непосредственно у сварного шва и состоит из нескольких зон.
Зона неполного расплавления (Тпл - Тсолид) - тонкая переходная полоска от металла шва к основному металлу, где наблюдается непосредственное сращивание кристаллов металла шва с зерном основного металла. Определяет качество сварного соединения.
Зона перегрева (Тсолид - 11000С) характеризуется крупным зерном и отличается ухудшенными механическими свойствами (прочностью, пластичностью).
Зона нормализации (11000С – Ас3) - перекристаллизация при охлаждении металла - приводит к получению мелкой равновесной структуры. Металл этого участка имеет лучшие механические свойства.
Зона неполной перекристаллизации (Ас3 – Ас1) — структура металла на этом участке - будет состоять из крупных зерен феррита, не прошедших перекристаллизации, и мелких зерен феррита и перлита, образовавшиеся в результате перекристаллизации. Механические свойства этого участка хуже, чем участки нормализации.
Зона рекристаллизации (Ас1 – 5000С) наблюдается при сварке металла, подвергнутого холодной механической обработке давлением. В этой зоне рекристаллизация возвращает ему прежние механические свойства.
Зона синеломкости (500...2000С) характеризуется снижением пластических свойств без существенных изменений структуры.
Источники питания для дуговой сварки
Источниками питания сварочной дуги для дуговой электрической сварки плавлением называют аппараты, которые предназначены для преобразования различных видов энергии (химической, механической, электрической) в электрический ток с мощностью, необходимой для горения сварочной дуги, и отвечают следующим требованиям:
1) напряжение холостого хода (напряжение на зажимах источника питания при разомкнутой сварочной цепи) должно быть достаточный для зажигания дуги, но не превышать безопасную для сварщика величину. ГОСТ 12.2.007.8-75 ограничивает максимальное эффективное напряжение холостого хода источников питания сварочной дуги:
- до 80 В – при ручной дуговой сварке;
- до 140 В – при автоматической сварке;
- до 100 В – для дуги постоянного тока;
2) мощность источника тока должно быть достаточной для питания дуги необходимой по силе сварочного тока;
3) необходимо, чтобы источники питания дуги имели устройство для плавной регулировки тока в нужных для сварки пределах;
4) необходимо, чтобы источники питания дуги имели небольшой вес, размеры и стоимость, а также быть удобными в эксплуатации.
Технологические возможности источников питания сварочной дуги определяют такие параметры:
- внешние вольт - амперные характеристики;
- номинальный сварочный ток (пределы регулирования);
- род сварочного тока; напряжение холостого хода;
- продолжительность работы и продолжительность включения;
- динамическая характеристика;
- потребляемая мощность (коэффициент мощности);
- коэффициент полезного действия.
Одной из важнейших характеристик источника питания сварочной дуги является внешняя вольт-амперная характеристика.
Внешней вольт-амперной характеристикой (ВВАХ) источника питания называется зависимость между напряжением на его выходных сварочных зажимах и силой сварочного тока (рис. 4).
ВВАХ характеризуется крутизной
![]() ,
,
г
Рисунок
4 – Внешние вольт-амперметные
характеристики (ВВАХ) источников
питания электрической дуги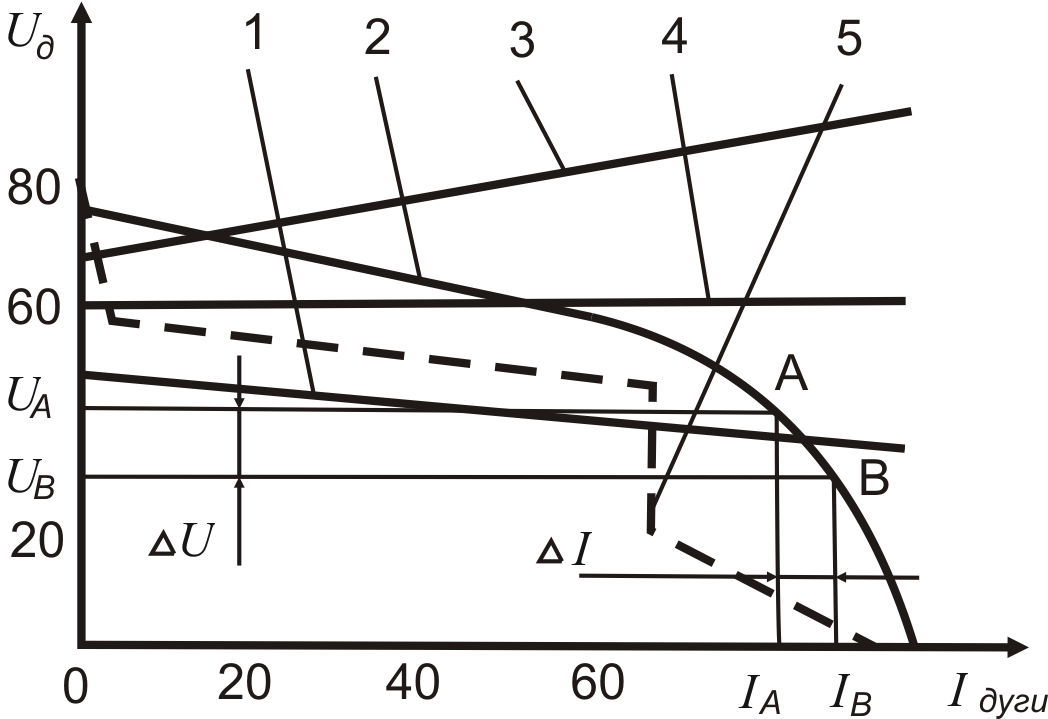
Источники
питания в зависимости от назначения
могут иметь самые разнообразные внешние
характеристики: 1 пологопадающая (- 0,01
>
![]() - 0,04), 2 - крутопадающая (-0,04>
),
3- возрастающая что растет (
> 0), 4- жесткая( 0 >
- 0,01), 5 - штыковая ( - 0,04 >>
).
- 0,04), 2 - крутопадающая (-0,04>
),
3- возрастающая что растет (
> 0), 4- жесткая( 0 >
- 0,01), 5 - штыковая ( - 0,04 >>
).
Требования к виду внешних характеристик определяются такими показателями сварочного процесса, как тип электрода (плавящийся, неплавящийся), характер среды, в котором происходит сварка (открытая дуга, дуга под флюсом, дуга в защитных газах), степень механизации процесса (ручная, полуавтоматическая, автоматическая сварка), способ регулирования режима горения дуги (саморегулирование, автоматическая регулировка напряжения дуги).
Для питания сварочной дуги переменным током служат сварочные трансформаторы. Они просты по строению, отличаются малыми размерами и весом, имеют высокий КПД и тратят электроэнергии почти в два раза меньше по сравнению с источниками постоянного тока.
Конструкции трансформаторов довольно разнообразны.
В зависимости от магнитоэлектрической системы их можно разделить на две большие группы:
1) трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой, смонтированной отдельно или в однокорпусном исполнении;
2)трансформаторы с увеличенным магнитным рассеянием (без реактивной катушки): с подвижными катушками, с магнитными шунтами (подвижными, управляемыми), со ступенчатым (витковым) регулированием, с тиристорным регулированием.
Сварочными выпрямителями называются аппараты, основу которых составляют сварочные трансформаторы и выпрямительные блоки. Они предназначены для преобразования переменного тока питающей сети в сварочный ток постоянной полярности с мощностью, необходимой для горения сварочной дуги.
К общим недостаткам сварочных выпрямителей можно отнести: более высокую себестоимость выпрямителей по сравнению со сварочными трансформаторами (в 1,5 - 2 раза); более высокие требования к обслуживающему персоналу; тепловой режим сварки, ограниченный тепловыми режимами сварочных вентилей; значительное влияние магнитного дутья.
Преимущества сварочных выпрямителей - возможность выполнения дуговой обработки любых конструкционных металлов и сплавов различными электродами, в том числе и неметаллическими, простота механизации и автоматизации процесса сварки, экологическая чистота.
Сварочными инверторами называют аппараты, которые предназначены для преобразования электрической энергии питающей сети в сварочный ток. Сварочный ток инвертора может быть постоянным или переменным высокочастотным (1 ... 50 кГц), однополярным импульсным или комбинированным.
Высокочастотный однополярный сварочный ток легко возбуждает сварочную дугу и поддерживает ее устойчивое горение при дуговом промежутке до нескольких десятков миллиметров.
Преимущества: коммуникабельность; небольшие габаритные размеры (примерно в 10 раз меньше, чем у выпрямителей); небольшая масса (в 5 - 8 раз меньше, чем у выпрямителей); самый высокий среди всех существующих источников питания сварочной дуги КПД (82 ... 99%) ; экологическая чистота; эргономичность; стабильность горения и высокая эластичность сварочной дуги; высокая эксплуатационная технологичность.
Сварочным генератором для дуговой электрической сварки плавлением называется аппарат, который предназначен для преобразования механической энергии вращательного движения в электрический ток с мощностью, необходимой для горения сварочной дуги.
Сварочными преобразователями для дуговой электрической сварки плавлением называются аппараты, состоящие из трехфазного электродвигателя, соединенного валом или муфтой со сварочным генератором. Предназначены для электромашинного преобразования электрической энергии промышленной трехфазного напряжения в электрический ток с мощностью необходимой для горения сварочной дуги.