

Строение полуавтомата а-547.У
Полуавтомат А-547.У предназначен для электродуговой сварки углеродистых, низколегированных и нержавеющих сталей тонкой электродной проволокой в углекислом газе.
Основные технические данные
1. Товщина свариваемого металла, мм 1...4
2. Диаметр электродной проволоки, мм 0,7...1,2
3. Скорость подачи проволоки, м/ч 150...450
4. Скорость сварки, м/ч 25...40
5. Рабочее напряжение дуги, В 17...23
6. Границы рабочего тока, А 40...250
Рабочее место для сварки в атмосфере углекислого газа состоит из таких основных элементов (рис. 24):
1
Рисунок
24 – Схема поста
для
сварки в среде СО2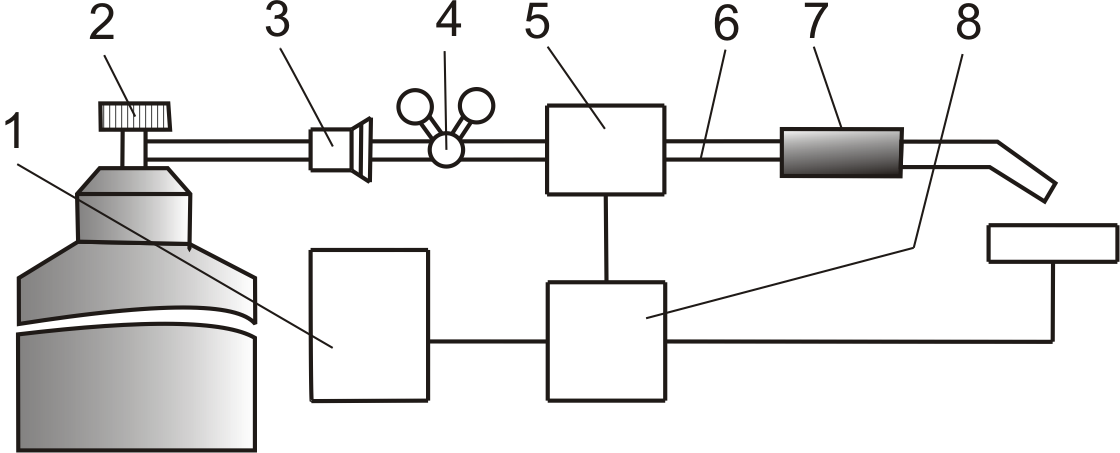
2. Балон с жидким углекислым газом.
3. Подогреватель, предназначенный для подогрева газа, поступающего из балона с целью предотвращения замерзания редуктора.
4. Редуктор, предназначен для регулирования расхода газа (понижения давления газа до 1...6 кгс/см2).
5. Механизм, подающий электродную проволоку в зону дуги. Скорость подачи изменяется плавно изменением числа оборотов электродвигателя реостатом.В корпусе механизма также расположен отсекатель газа.
6, 7. Соединительный шланг и держатель, обеспечивающие подвод сварочного тока к электроду, направление движения электродной проволоки, подачу углекислого газа в зону сварки. На держателе расположена также кнопка включения тока, подачи проволоки и газа.
8. Пульт управления, на котором расположены: общий выключатель, реостат регулирования подачи скорости проволоки, силовой контактор, вольтметр, амперметр и другие вспомогательные элементы,
Работа электрической схемы полуавтомата
Включателем «Вкл» обеспечивается подключение всей аппаратуры полуавтомата (рис. 25). При нажатии и удержании расположенной на держателе кнопки «ВКЛ1»:
- срабатывает контактор «К» и на держатель через шунт «Ш» подается напряжение источника тока;
- включается двигатель «Д» механизма подающего проволоку;
- включается отсекатель газа «ОГ». Замыкание проволоки на изделие приводит к быстрому оплавлению вылета проволоки и возбуждения дуги.
П
Рисунок
25 – Принципиальная электрическая схема
полуавтомата А-547.У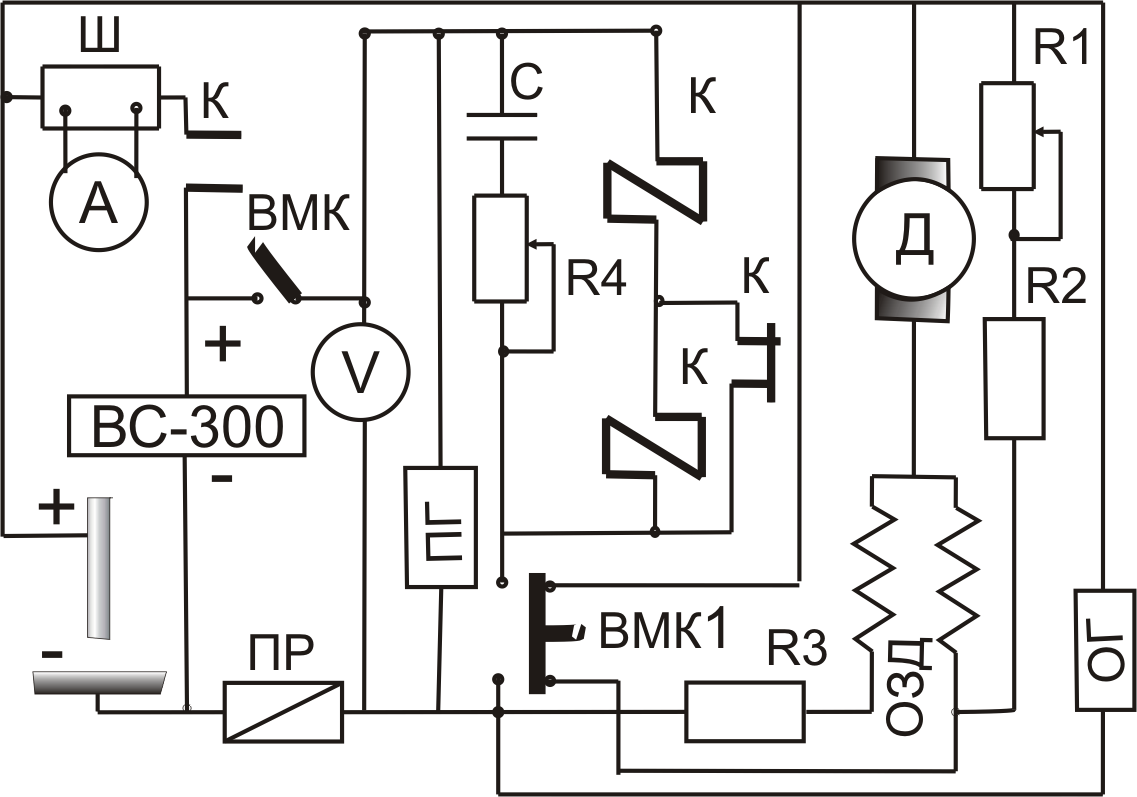
- разрывается цепь питания силового контактора «К», но благодаря емкости «С» катушка контактора продолжает находиться под напряжением еще 0,4 ... 1,1 с (корректируется с помощью потенциометра «R4»);
- шунтируется якорь электродвигателя (через нормально закрытые контакты «Вкл1»), прекращается подача электродной проволоки, конец ее оплавляется и дуга обрывается;
- через 0,4 ... 1,1 с контактор обесточивается и размыкает сварочную цепь, цепь питания двигателя и отсекателя газа.
Контроль режима сварки осуществляется амперметром «А» и вольтметром «V» на пульте управления.
В схеме есть подогреватель газа «ПГ», плавящийся предохранитель «ПО», резисторы «R3» и «R2», ограничивающие ток в обмотках возбуждения электродвигателя «ОВД», а также реостат «R1» для регулирования скорости подачи проволоки.