

2.2. Оборудование и материалы
1. Автомат для дуговой сварки типа А-1416.
2. Сварочные материалы:
флюс АН-348А: стальные пластины 200×80×6 мм из Ст3; сварочная проволока Св-08А диаметром 3…5 мм.
3. Несколько разных макрошлифов сварных соединений под флюсом.
4. Прибор для измерения твердости ТК-2
2.3. Методика роботы
1. Ознакомиться с сущностью процесса и выбором режимов сварки под флюсом.
2. Определить: особенности металлургических процессов в сварочной ванне; структуру сварного шва; требования относительно источников питания.
3. Ознакомиться со строением автомата типа А-1416.
4. Установить режимы сварки (табл.4), провести сварку соответственно "Порядку работы на автомате".
Таблица 4 - Исходные данные режимов и результаты сварки
Материал, толщина, мм |
Вид соединения |
, А |
|
Vсв, м/час |
Vп.эл, м/час |
Наименование флюса |
Твердость |
||
шва |
ЗТВ |
основного металла |
|||||||
5. Составить отчет, выполнить анализ полученных результатов.
2.4 Содержание отчёта
1. Схема процесса автоматической дуговой сварки.
2. Обозначение сварочного соединения соответственно ДСТУ (ГОСТ) по указанию преподавателя.
3. Схема автомата типа А-1416 и его технические характеристики.
4. Состав сварочного флюса (по указанию преподавателя).
5. Строение сварочного шва.
6. Таблица исходных данных и результатов сварки.
7. Анализ полученных результатов, выводы.
2.5. Контрольные вопросы
1. Расскажите о сути процесса сварки под флюсом.
2. В чем отличие металлургических процессов?
3. Какие компоненты входят в состав флюса (по назначению)?
4. Какие параметры режима автоматической сварки под флюсом?
5. Какое влияние параметров режима на параметры сварочного соединения?
6. Расскажите об основных узлах и механизмах автомата типа А-1416.
7. В чем заключается саморегулирование электрической дуги?
8. Как обеспечивается регулирование тока в источниках питания с магнитными шунтами раздвижного типа?
9. Какое строение имеет сварочное соединение?
10. Какая зона сварочного соединения наиболее слабая и почему?
3. ХАРАКТЕРИСТИКИ ЭЛЕКТРИЧЕСКОЙ ДУГИ
И ОБОРУДОВАНИЕ ДЛЯ СВАРКИ неплавящимся
ЭЛЕКТРОДОМ В СРЕДЕ АРГОНА
Цель работы: ознакомиться с сутью процесса аргонодуговой сварки вольфрамовым электродом; установить особенности газовой защиты металла шва; изучить строение аппарата инверторного типа ИСТ-125; снять и построить ВВАХ, СВАХ и зависимость напряжения на дуге от ее длины; провести тренировочную сварку образцов.
3.1. Содержание работы
Рисунок
14 – Схема
аргонодуговой сварки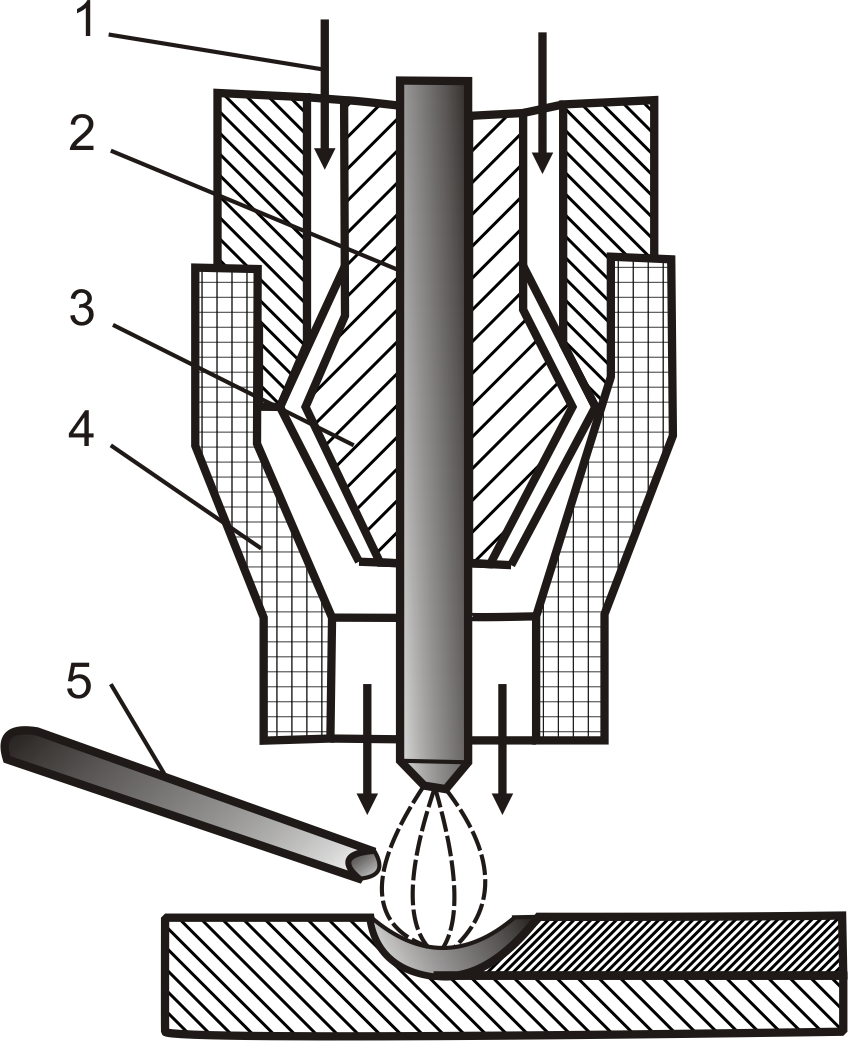
Суть аргонодуговой сварки
Основной разновидностью сварки в инертных газах являет-ся аргонодуговая сварка. Для защиты используют аргон 1, сварку выполняют вольфрамо-вым 2 (3 – зажимная чанга) или плавящимся электродом, без подачи или с подачей присадоч-ной проволоки 5, на постоянном или переменном токе (рис. 14).
Наиболее распространенный способ защиты зоны сварки от влияния воздуха - это газовая защита, когда защитный газ подается в сопло 4 сварочной горелки.
Как защитный газ выбран аргон. Аргон не вступает в химическую реакцию с металла-ми, не растворяется в них, создает надежную защиту, оттесняя воздух от зоны сварки. В среде аргона наблюдается повышенная подвижность электронов, вследствие чего дуга легче возбуждается (табл. Д.2, Д.10).
Горение дуги в гелии происходит при более высоком напряжении (в 1,4-1,7 раза большем, чем в аргоне). Это требует применения для питания дуги источников с повышенным напряжением холостого хода.
При сварке с плавящимся електродом (MIG - Metal Inert Gas) электрод изготавливают из материала приблизительно того же состава, что и металл, который сваривают. При сварке неплавящимся электродом в качестве электрода обычно используют вольфрамовые стержни (WIG - Wolfram Inert Gas), реже – угольные и графитовые (табл. Д.1).
Вольфрам имеет высокую температуру плавления и кипения (3380 и 59000С соответственно), высокую термоэлектронную эмиссию, высокую коррозионную и эрозионную стойкость, достаточную механическую прочность. Для повышения стойкости и электронной эмиссии в вольфрамовые электроды прибавляют присадки в виде оксида тория, лантана, итрия, циркония.